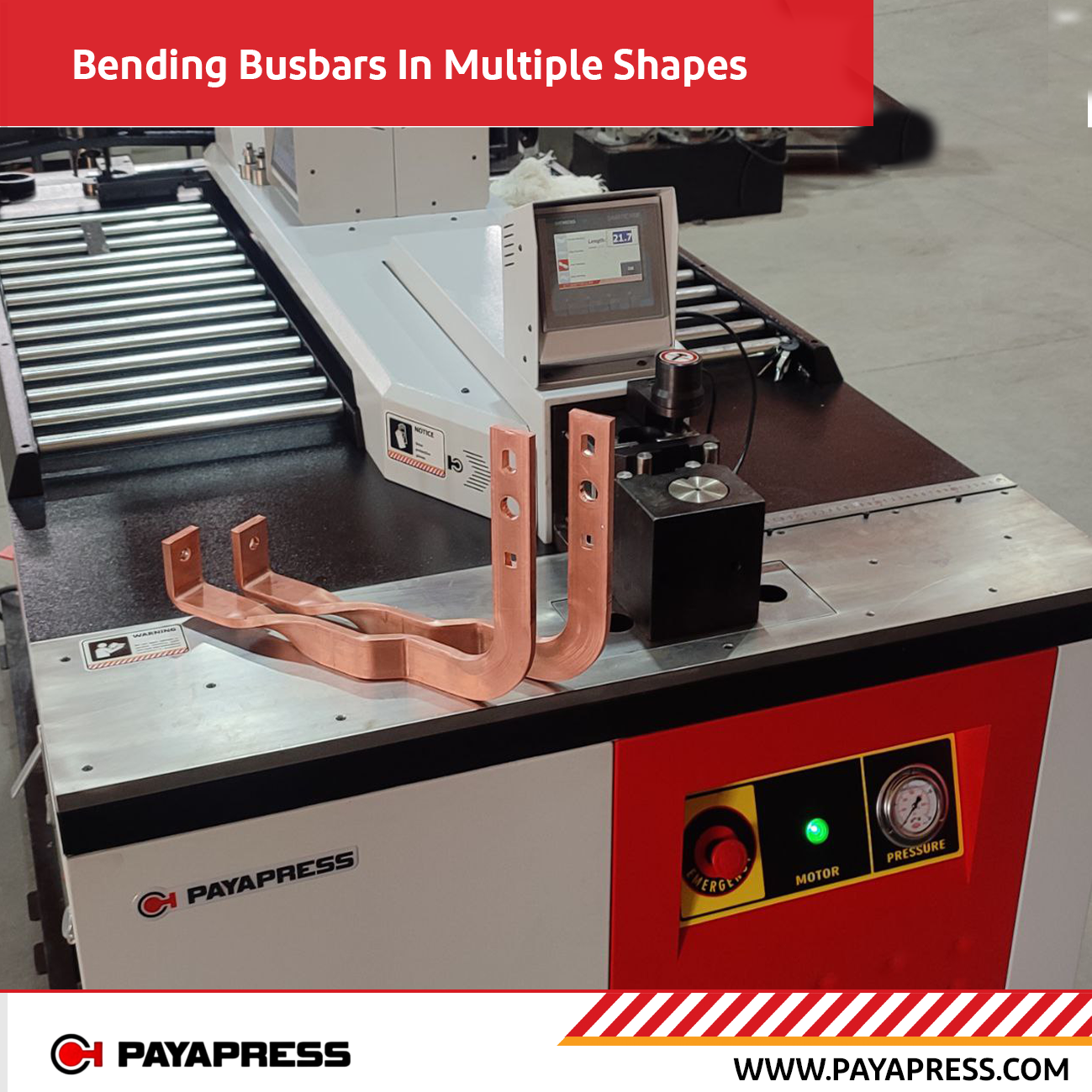
إن عملية ثني قضبان التوصيل النحاسية هي إجراء ضروري ومهم في تصميم الأنظمة الكهربائية الحديثة. وتواجه هذه العملية تحديات عدة مثل تصلّب المادة أثناء العمل، وظاهرة الارتداد المرن ، وتجنب ظهور علامات على السطح، والتي قد تؤثر سلباً على جودة التشطيب النهائي وأداء النظام على المدى الطويل
يشرح هذا الدليل الإرشادي التقنيات العملية، وخيارات الأدوات المتاحة، ونقاط فحص ضمان الجودة اللازمة لتحقيق انحناءات دقيقة وموثوقة وآمنة. وسنقوم خلال هذا الشرح بتسليط الضوء على الفروقات الجوهرية بين خصائص النحاس والألمنيوم، وتقديم نظرة معمقة حول الحد الأدنى لنصف قطر الانحناء، بالإضافة إلى توفير قائمة مرجعية للمشتري. بالنسبة للقراء الذين يقومون بتقييم المعدات، يمكنهم مراجعة دليلنا الخاص بآلات ثني قضبان التوصيل.
النحاس مقابل الألمنيوم: ما الذي يتغير في عملية الثني؟
سلوك المادة وتصلّب الشغل
يظهر النحاس توصيلية عالية وقوة شد ممتازة، لكنه يتصلب بسرعة اثناء العمل . هذا التصلّب يرفع من قوة الخضوع ( في المادة وفي نفس الوقت يقلل من مطاوعتها .
النحاس الصلب (Hard-Temper Copper) يسمح بتمدد يوصل تقريباً الى 5% فقط، بينما النحاس المُلَيَّن يمكن أن يتشكل لغاية 45% تمدد. عشان نعيد المطاوعة والليونة للمادة بعد ما نعمل عليها عمليات ثني كثيرة، ممكن نستخدم عملية التليين اللي هي تسخين النحاس لدرجات حرارة بين ٤٠٠ و ٧٠٠ درجة مئوية.
تحليل وإضافة الخبير
هذا المقطع يلامس جوهر الفرق بين النحاس والألمنيوم. النحاس ممتاز لكنه “متعِب” في التشكيل. شوف، إذا استخدمت نحاس صلب (اللي هو يسمى Hard-Temper)، ما عندك مجال كبير للخطأ؛ هو يبيّن قوة بس ممكن يتشقق على طول عند الزوايا الضيقة، لأنو تمدده بسيط (٥٪). أما الألمنيوم فهو “أريح” في الشغل، لكنه أضعف. عشان كذا، لو كان عندك قضيب سميك وتبغى تسوي فيه ثنيتين ورا بعض، لازم تسوي له تليين بين المرتين. اذا ما سويت تليين، بتلاقي النحاس قاومك، وفي النهاية بتطلع القطعة مكسورة أو فيها شقوق دقيقة تضرّ بأداء التوصيل على المدى الطويل، وهذه نقطة يغفل عنها كثير من الورش.
حساسية السطح والتشحيم/الأفلام
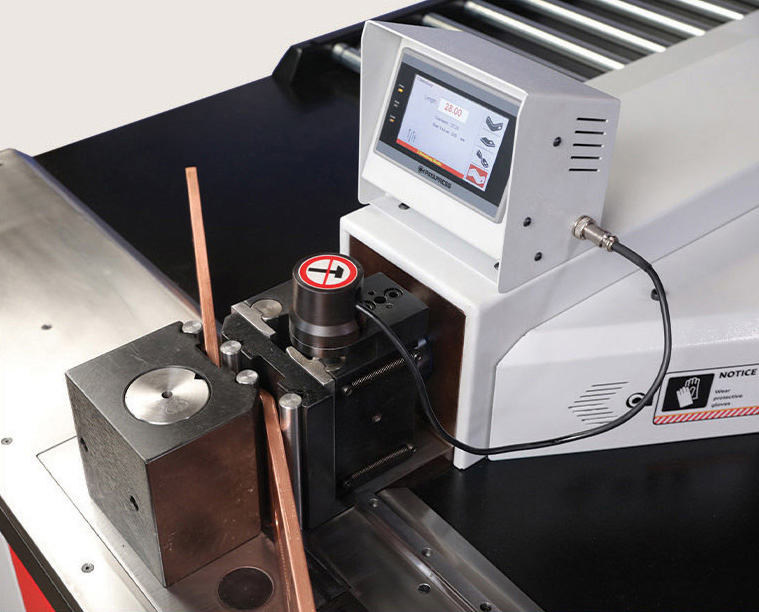
أسطح النحاس حساسة جدًا لتأثير علامات أدوات التشكيل . استخدام الأفلام الواقية، أو فواصل رقيقة ، أو ملاقط ذات حواف مستديرة يساعد في توزيع الضغط بشكل متساوي ويتجنب الخدوش. في عمليات الإنتاج اللي تكون فيها سرعة .العمل عالية، التشحيم يقلل الاحتكاك ويقلل من تآكل الأدوات
الحرارة والتليين
المعالجة الحرارية تُعدّ أداة لتليين النحاس والسماح بثنيات أكثر إحكاماً. مع أن النص هنا ليس وصفة طبية، لكن الوعي بأهمية التليين حيوي عشان نمنع حدوث التشققات أثناء تشكيل يمكنك الوصول إلى النسخة الرسمية من NFPA 70 قانون الكهرباء الوطني لمراجعة الأقسام المتعلقة بثني قضبان النحاس والألمنيوم في لوحات التوزيع وتجميعات اللوحات الكهربائية.الأشكال الهندسية المعقدة.
المرجعيات الهندسية وضوابط التصميم
بالنسبة للمهندسين اللي يبغون يتحققون من قواعد الثني بشكل دقيق أكثر من مجرد كتالوجات البائعين، يعتبر كود الكهرباء الوطني الأمريكي (U.S. National Electrical Code – NEC) مرجع محايد وموثوق. المادة 366 والجداول المتعلقة بها تعطي متطلبات خاصة بمجاري قضبان التوصيل ( وانحناءات الموصلات اللي تحدد بشكل مباشر الحد الأدنى لنصف قطر الانحناء وممارسات الخلوص. يمكنك الرجوع إلى النسخة الرسمية NFPA 70 لمراجعة الأقسام اللي تخص ثني قضبان التوصيل النحاسية والألمنيوم في المفاتيح الكهربائية وتجميعات الألواح .
الحد الأدنى لنصف قطر الانحناء بدون تخمين!
ما الذي يحدد R_min
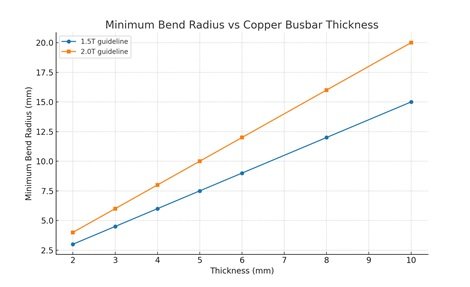
الحد الأدنى لنصف قطر الانحناء R_min عادةً يتراوح بين 1.5 إلى 2 مرة سُمْك قضيب التوصيل . هذا الرقم يعتمد على السُمْك نفسه، صلابة المادة ، ونصف قطر القالب (، وطريقة تثبيت القضيب . إذا كان نصف القطر غير صحيح، فإن هذا يعرض القضيب لخطر التشققات أو إجهاد الكلال على المدى الطويل.
المنهج العملي
ابدأ دايماً باتباع الإرشادات اللي تقدمها الشركة المصنعة للمادة (Vendor Guidelines)، ثم قم بإجراء تجارب ثني أولية على قطع صغيرة ، وفعّل بوابات ضمان الجودة لمراقبة المنتج. يجب دائماً إضافة هامش أمان يتراوح بين 10-15%، خاصة في التطبيقات الديناميكية اللي فيها حركة أو اهتزازات، زي حزم البطاريات الكبيرة.
التحليل الدقيق لعملية الثني والتحديات المختلفة مثل التليين، التراجع المرن، والتأكد من عدم وجود علامات على السطح كلها ضرورية لضمان ثني دقيق وموثوق. ومع ذلك، إذا كنت ترغب في معرفة المزيد حول كيفية اختيار اللوحة الكهربائية المناسبة وتفاصيل تخصيصها، يمكنك الاطلاع على دليلنا الشامل حول لوحات الكهرباء واختيار الأنسب حسب متطلباتك
المسافة من الثقب إلى الحافة بعد الثني
يجب تصميم الثقوب والشقوق بمسافة كافية بعيداً عن خطوط الثني. هذا يمنع ضعف المادة في منطقة الثقب أو يسبب تشوهاً في شكل الثقب بعد الانحناء. التخطيط الجيد والمبكر لهذه النقطة يمنع الحاجة إلى إعادة عمل مُكلفة لاحقاً.
الثني بدون علامات وجودة الحافة
الحفاظ على سطح القضيب نظيفاً وخالياً من العيوب أمر ضروري جداً لضمان أفضل توصيل وتجنب مشاكل العزل.
الأدوات والوسادات
يجب استخدام وسادات لا تترك علامات، أو أفلام حماية، أو ملاقط ذات حواف مستديرة لمنع ظهور علامات التثبيت. هذه الأدوات تساعد في توزيع الضغط بالتساوي على سطح القضيب.
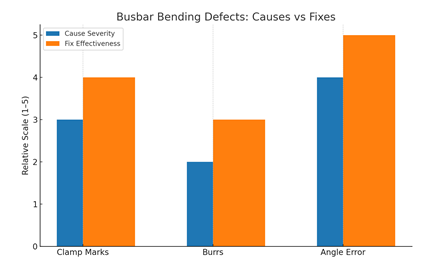
التحكم في النتوءات وإزالتها
يجب إزالة النتوءات (Deburr) من الحواف قبل البدء في عملية الثني لمنع حصول أي عيوب. النتوءات الصغيرة ممكن تخلق نقاط ضغط مركزة، وهذا يؤدي حتماً إلى ظهور علامات عميقة على السطح الناعم للنحاس.
الفحص
الفحص المنتظم ومقارنة القطع بقوائم المراجعة يضمن جودة السطح ويقلل من مخاطر الحاجة إلى إعادة العمل على القطعة.
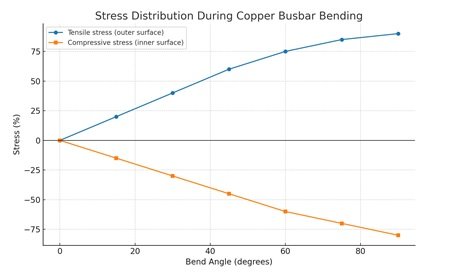
الارتداد المرن ودقة الزاوية
الارتداد المرن هو التحدي الأكبر في تحقيق زوايا دقيقة، ويتطلب تكنولوجيا متقدمة أو مهارة يدوية عالية للتعامل معه.
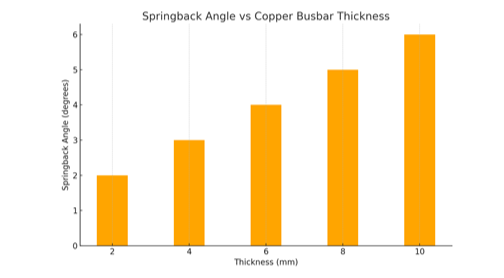
استراتيجية الثني الزائد
عشان نواجه ظاهرة الارتداد المرن، يجب أن نقوم بـ الثني الزائد قليلاً بما يتجاوز الزاوية المستهدفة. المادة سترتاح بعدها وتعود إلى الزاوية الصحيحة المطلوبة.
نظام قياس الزاوية
الآلات الحديثة تشتمل على حساسات/مستشعرات زاوية تقوم بالتعديل الذاتي للارتداد المرن. استخدام نظام التعلّم والتصحيح يزيد من دقة الإنتاج بشكل كبير.
المسند الخلفي والتكرارية
المساند الخلفية تقوم بتحديد موقع المادة بطريقة متناسقة . الأنظمة اللي تعمل بالمحركات المؤازرة توفر تكرارية أفضل بكثير من أنظمة التوقف اليدوية
الإعداد والتبديل سريع ومتناسق
تعتبر كفاءة الإعداد هي المفتاح لتقليل التكاليف وزيادة الإنتاجية في عمليات الثني.
قوالب التغيير السريع
استخدام قوالب التغيير السريع و إمكانية تصفير النظام بطريقة متكررة، يقلل من الوقت اللي تضيع فيه الآلة بدون شغل و يزيد من تناسق ودقة دفعات الإنتاج.
البرمجة خارج الخط مقابل إجراءات التشغيل القياسية
آلات التحكم الرقمي بالكمبيوتر تدعم البرمجة خارج الخط وهذا يعطي دقة أعلى و يوفر وقت الإعداد. أما الآلات الهيدروليكية/اليدوية، فإنها تعتمد على إجراءات التشغيل القياسية المفصلة لضمان العمل الصحيح.
الموافقة على المقالة الأولى
الموافقة على القطعة الأولى تضمن اكتشاف الأخطاء مبكراً قبل ما يتم توسيع الإنتاج والبدء في عمليات الإنتاج بكميات كبيرة.
السلامة وبيئة العمل
البيئة الآمنة في عملية الثني تضمن الحماية للعاملين وتقلل من خطر توقف الإنتاج بسبب الإصابات.
الأقفال وأجهزة التحكم
تشمل أنظمة السلامة أقفال الأمان، وستائر ضوئية ، وأجهزة تحكم تعمل باليدين أو القدمين عشان تحمي المشغلين.
تقليل مخاطر المناولة
استخدام أدوات المساعدة في الرفع ، ومعدات الحماية الشخصية، وممارسات المناولة الآمنة يقلل من المخاطر المتعلقة ببيئة العمل.
الصيانة والتكلفة الإجمالية للملكية– للحفاظ على الدقة أطول فترة
إن الصيانة الجيدة تضمن استدامة دقة الإنتاج وتؤثر مباشرة على التكلفة الإجمالية للملكية للماكينة.
الصيانة الوقائية
الفحوصات المجدولة (يومياً، أسبوعياً، سنوياً) تطيل من عمر المعدات و تحافظ على دقة زوايا الثني.
استراتيجية قطع الغيار
المحافظة على مخزون من قطع الغيار الرئيسية زي الوسادات، والحساسات، والمشفرات ، والقوالب يقلل من وقت توقف الآلة عن العمل.
التدريب والتوثيق
تدريب المشغلين وتوثيق الإجراءات يضمن الحفاظ على دقة الأداء على مرور الوقت، بدلاً من الاعتماد على خبرة شخص واحد فقط.
قائمة مراجعة المشتري الأدوات
عند التخطيط أو الشراء لأي عملية ثني قضبان التوصيل، يجب أخذ النقاط التالية بعين الاعتبار:
- المادة والسُمك/العرض
- الحد الأدنى لنصف قطر الانحناء
- دقة الزاوية والتكرارية
- متطلبات عدم ترك علامات على السطح
- خطة الثقوب/الشقوق مقابل خطوط الثني
- مجموعة القوالب وإمكانية التغيير السريع
- نظام قياس الزاوية
- المسند الخلفي وتحديد الموضع المؤازر
- خطة ضمان الجودة وأخذ العينات
- الصيانة وقطع الغيار
- ميزات السلامة والحماية
الخلاصة
الثني الدقيق لقضبان التوصيل النحاسية يضمن أداء كهربائي موثوق به في المفاتيح الكهربائية، الألواح، وأنظمة البطاريات. عبر تطبيق أنصاف الأقطار الصحيحة، وإدارة الارتداد المرن، وحماية الأسطح، يستطيع المهندسون منع العيوب وإطالة عمر المعدات. للحصول على مساعدة في المواصفات، قم بتنزيل قائمة مراجعة طلب عرض الأسعار أو اطلب استشارة.