
La distribución de potencia mediante cableado convencional se diseñó para instalaciones donde un rack completo consumía entre 5 y 15 kilovatios. Ese mundo ha quedado atrás. Un único rack con GPU NVIDIA GB200 NVL72 puede exigir más de 100 kW de forma continua; las configuraciones emergentes de clase Kyber rozan los 200 kW. A esas densidades, los manojos de cable se vuelven inviables desde el punto de vista térmico: la resistencia sube, la temperatura en los empalmes escala sin margen de control, y el volumen físico de las bandejas ocupa espacio de suelo que debería destinarse al cómputo. No es un problema de escala; es un problema de física.
La consecuencia es cuantificable. Cuando la intensidad se duplica en un conductor, las pérdidas por calor se multiplican por cuatro —así lo dicta P = I²R—. En entornos donde la densidad de rack se ha multiplicado por diez en menos de una década, ese efecto no es teórico: es el cuello de botella que retrasa la puesta en operación de nuevas instalaciones de IA en toda Europa. Las instalaciones diseñadas en la era del cableado agotan simultáneamente la altura libre, la capacidad en los shafts verticales y el margen de refrigeración; todo a la vez, sin solución parcial posible.
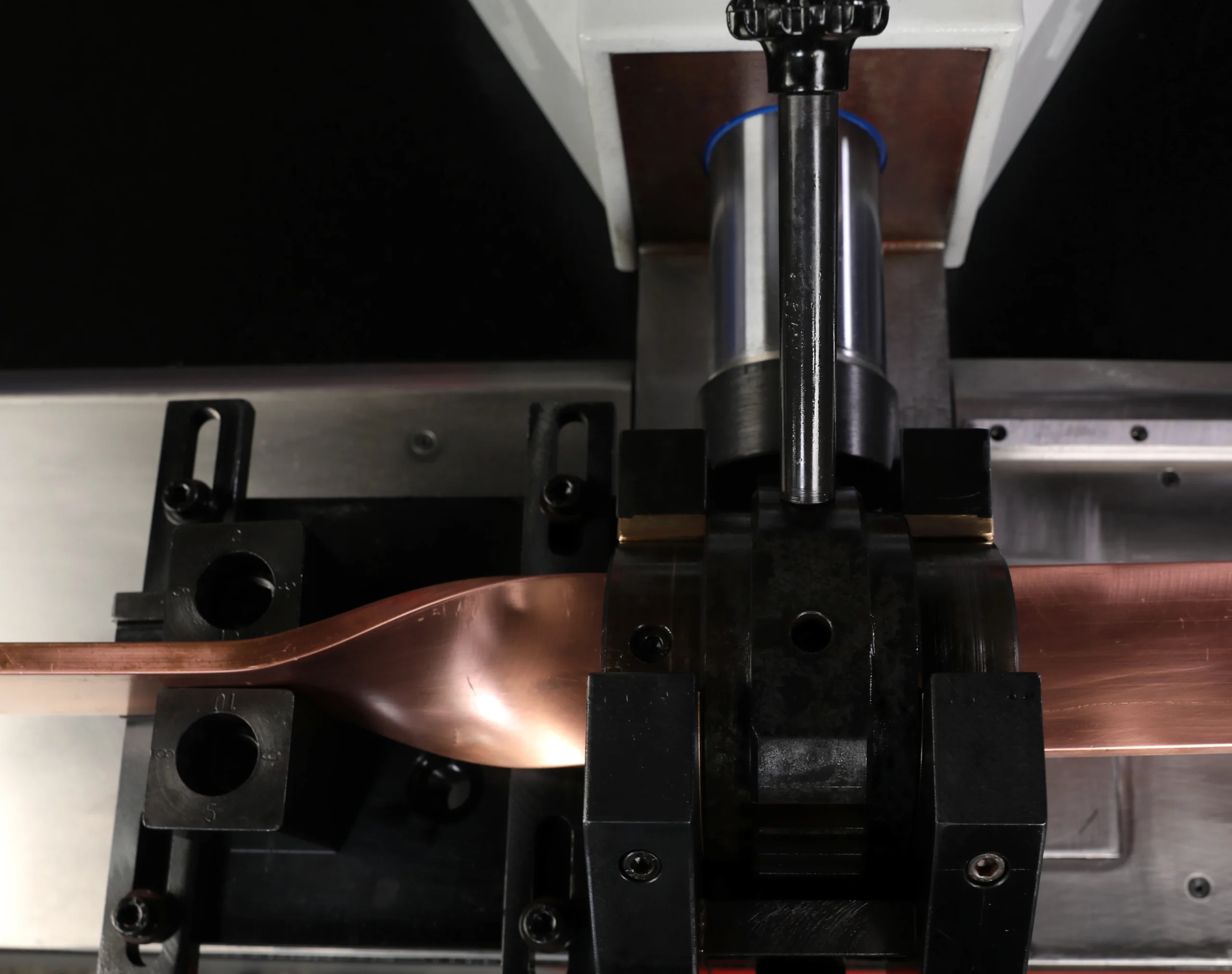
El embarrado eléctrico de cobre, fabricado con tolerancias dimensionales precisas mediante maquinaria CNC, resuelve ese problema en origen. Puede conducir hasta 6.300 amperios en un único recorrido, ocupa entre un 60 y un 70 % menos de espacio que las bandejas de cable equivalentes, y permite reconfigurar la distribución de potencia sin retender el cableado completo. No es casualidad que, según datos presentados en Data Centre World Londres 2026, aproximadamente el 70 % de los nuevos proyectos de data center ya especifiquen barras conductoras sobre cable en el espacio grey.
Cobre o aluminio: aquí no hay zona neutra
Para racks de IA con densidades superiores a 60 kW, la elección de material no admite ambigüedad. La conductividad eléctrica del cobre ronda los 58 MS/m; la del aluminio, los 35 MS/m. Esa diferencia del 65 % se traduce directamente en mayor amperaje por unidad de sección transversal, temperatura de trabajo más baja y juntas más simples. La pletina de cobre, en configuraciones de embarrado plano, resiste esas densidades de corriente sin penalizaciones reales de rendimiento.
El aluminio, en cambio, obliga a secciones transversales mayores para compensar su menor conductividad, genera más calor bajo carga alta y exige pasta antioxidante en cada unión empernada; porque el óxido que forma en superficie aumenta la resistencia de contacto con el tiempo. Para infraestructura crítica de IA, el argumento técnico a favor del cobre es directo e inequívoco.
Normativa aplicable en España: REBT, UNE-EN 61439 y Marcado CE
En España, el marco normativo de referencia para instalaciones de baja tensión es el REBT (Reglamento Electrotécnico de Baja Tensión, Real Decreto 842/2002) con sus Instrucciones Técnicas Complementarias. Para los conjuntos de aparamenta —categoría en la que se encuadra el embarrado de un CPD—, la norma de referencia es la IEC 61439 en su versión española UNE-EN 61439, adoptada por AENOR. El Marcado CE es obligatorio para cualquier equipo comercializado en el mercado europeo.
Lo que con frecuencia se subestima en proyectos con plazos ajustados: un componente sin documentación de conformidad, independientemente de su calidad real, puede generar lagunas de seguro y retrasos en la puesta en servicio que desplazan la fecha de entrada en operación semanas enteras. La documentación no es burocracia accesoria; forma parte del producto.
Precisión de fabricación y uptime: la relación que no se puede ignorar
La rigidez mecánica que permite a un sistema de barras resistir corrientes de cortocircuito sin desplazarse no es una propiedad inherente del cobre; es una consecuencia directa de la geometría de fabricación. Una barra doblada fuera de tolerancia —aunque sean 2 o 3 mm en un punto de montaje— genera tensión mecánica sobre el aislador que se concentra exactamente donde no debe bajo las fuerzas electromagnéticas de un fallo eléctrico.
Los sistemas correctamente fabricados alcanzan hasta el 99 % de eficiencia energética, frente al 95–97 % de los sistemas de cableado. En una instalación que consume 10 MW de forma continua, esa diferencia del 2 % representa aproximadamente 200 kW de potencia desperdiciada; energía que se paga cada hora sin producir cómputo. Por eso la fabricación CNC con tolerancias dimensionales verificadas no es una mejora opcional en infraestructura crítica: es el estándar mínimo aceptable en cualquier CPD que aspire a operar con densidades de IA.