Bending copper busbars is a necessary operation in modern electrical system design. Challenges such as work hardening, springback, and surface marks can compromise both finishing and long-term performance. This guide explains practical techniques, tooling options, and quality assurance checkpoints for achieving precise, reliable, and safe bends. Along the way, we highlight differences between copper and aluminum, share insights on minimum bend radii, and provide a buyer’s checklist. For readers evaluating equipment, see our busbar bending machine guide.
Copper vs Aluminum: What Changes in Bending
Material Behavior & Work Hardening
Copper exhibits high conductivity and tensile strength, but it work-hardens quickly. This increases yield strength while reducing ductility. Hard-temper copper allows only ~5% elongation, while annealed copper can deform up to ~45%. To restore ductility after multiple bends, annealing (heating to 400–700°C) may be applied.
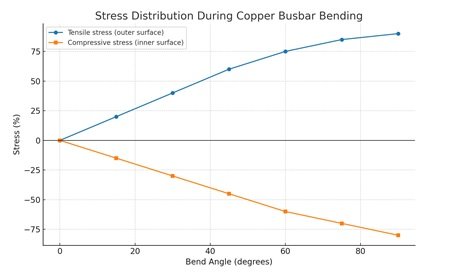
Chart 2: Stress Distribution During Bending
Surface Finish Sensitivity & Lubrication/Films
Copper surfaces are sensitive to tooling marks. Protective films, shims, or radiused clamps help distribute pressure and avoid scratches. In high-speed operations, lubrication reduces friction and wear.
Heat & Anneal (Awareness)
Heat treatment is a tool to soften copper for tighter bends. While not prescriptive, annealing awareness is vital to prevent cracking during complex geometries.
For engineers who want to verify bending rules beyond vendor catalogs, a reliable neutral reference is the U.S. National Electrical Code (NEC). Article 366 and related tables give requirements for busways and conductor bends that directly inform minimum radii and clearance practices. You can access the official NFPA 70 — National Electrical Code to review the sections relevant to copper and aluminum busbar bending in switchgear and panel assemblies.
Minimum Bend Radius (Without Guesswork)
What Defines R_min
Minimum bend radius (R_min) typically ranges from 1.5–2 times the busbar thickness (T). It depends on thickness, material temper, die radius, and clamp method. Incorrect radii risk cracks or fatigue.
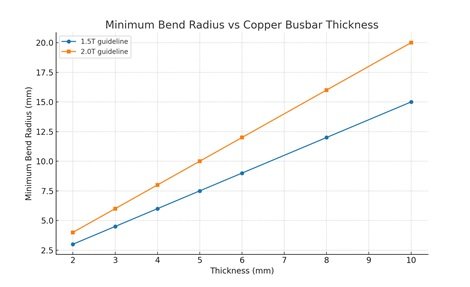
Chart 1: Minimum Bend Radius vs Thickness
Practical Approach
Start with vendor guidelines, run trial bends on coupons, and enforce QA gates. Always add a 10–15% margin for dynamic applications such as battery packs.
Hole-to-Edge After Bend
Design holes and slots with sufficient distance from bend lines. This avoids weakening material or causing distortion. Early planning prevents costly rework.
Mark-Free Bending & Edge Quality
Tooling & Pads
Use mark-free pads, protective films, or radiused clamps to prevent clamp marks. These spread pressure evenly.
Burr Control & Deburring
Deburr edges before bending to prevent imperfections. Burrs can create pressure points that lead to marks.
Inspection
Regular inspections against checklists ensure surface quality and minimize rework risk.
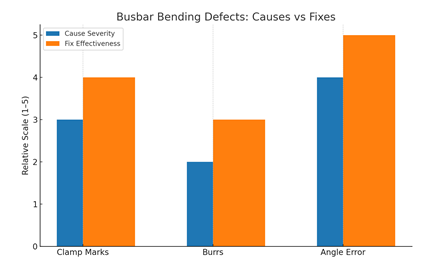
Chart 4: Busbar Bending Defects — Causes vs Fixes
Springback & Angle Accuracy
Over-Bend Strategy
To counter springback, over-bend slightly beyond target. The material will relax to the correct angle.
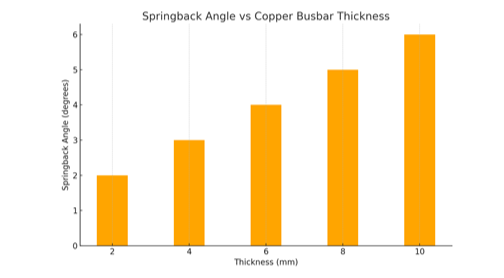
Chart 3: Springback Angle vs Thickness
Angle-Measurement System
Modern machines include angle sensors that auto-adjust for springback. Teach-and-learn offsets further improve accuracy.
Backgauge & Repeatability
Backgauges position material consistently. Servo-driven systems deliver better repeatability than manual stops.
Setup & Changeover (Fast & Consistent)
Quick-Change Dies
Quick-change dies and repeatable zeroing reduce downtime and increase consistency in production runs.
Offline Programming vs SOPs
CNC machines support offline programming for greater precision. Hydraulic/manual machines rely on detailed SOPs.
First-Article Approval
First-article approval ensures early detection of errors before scaling production.
Safety & Ergonomics
Interlocks & Controls
Safety systems include interlocks, light curtains, and two-hand/foot controls to protect operators.
Handling Risk Reduction
Lifting aids, Personal Protective Equipment, and safe handling reduce ergonomic risks.
Maintenance & TCO (Keep Accuracy Longer)
Preventive Maintenance
Scheduled checks (daily, weekly, annual) extend equipment life and sustain bend accuracy.
Spare-Parts Strategy
Maintain stock of key spares like pads, sensors, encoders, and dies to minimize downtime.
Training & Documentation
Train operators and document procedures to ensure accuracy over time.
Buyer/Tooling Checklist
When planning or purchasing, consider:
1. Material and thickness/width (Cu/Al)
2. Minimum bend radius (R_min)
3. Angle tolerance & repeatability
4. Mark-free requirements
5. Hole/slot plan vs bend lines
6. Die set & quick-change
7. Angle measurement system
8. Backgauge/servo positioning
9. QA plan & sampling
10. Maintenance & spares
11. Safety & guarding features
Conclusion
Accurate copper busbar bending ensures reliable electrical performance in switchgear, panels, and battery systems. By applying correct radii, managing springback, and protecting surfaces, engineers can prevent defects and extend equipment life. For help with specifications, download our RFQ checklist or request a consultation.