

Busbar manufacturing is a precision-driven process that transforms raw copper or aluminum into essential electrical conductors capable of handling thousands of amperes. Whether you’re planning a production line, optimizing your current setup, or simply understanding the busbar fabrication process, this comprehensive guide covers every critical step from material selection to quality control. In this article, you’ll learn about the complete busbar production process, required machinery specifications, industry standards, cost considerations, and troubleshooting tips for 2026.
If you are looking for more information about topic about Busbar Fabrication Machines, it is recommended not to miss reading this article.
If you’d rather listen than read, feel free to play the audio file below for the rest of this article.
If the insights you gained from topic busbar were intriguing and informative, exploring Types of Bus Bar might be of great interest to you as well.
What is a Busbar? Types, Applications & Benefits
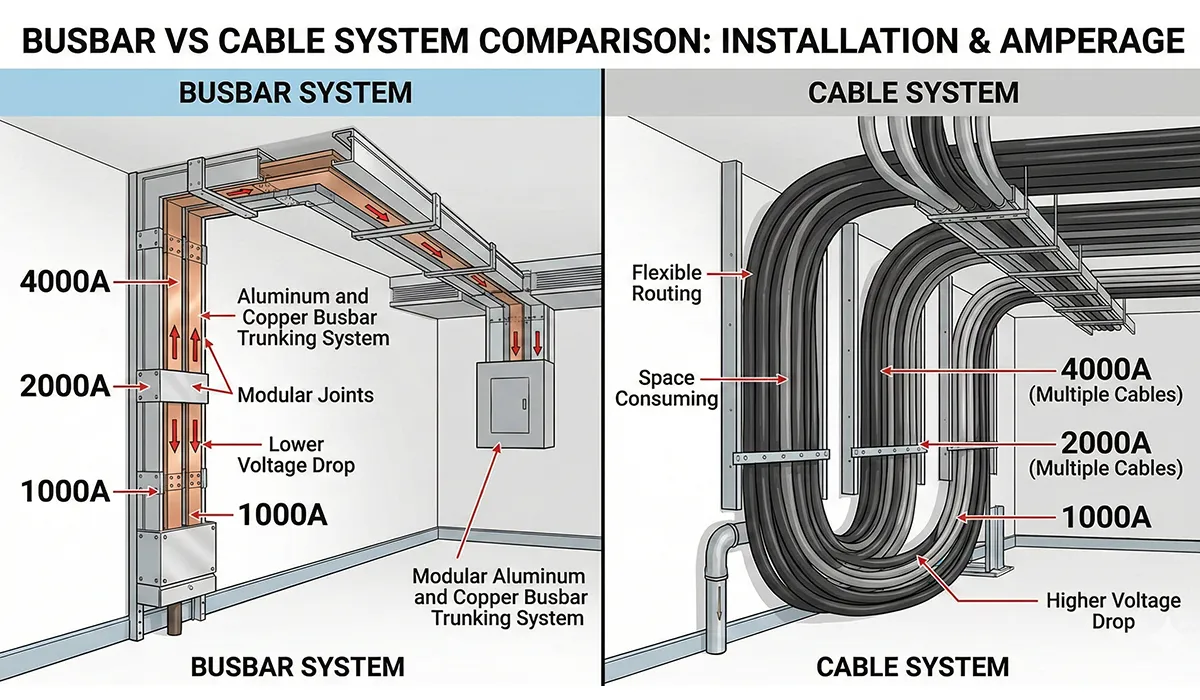
A busbar (also written as “bus bar”) is a metallic strip or bar—typically made of copper or aluminum—that conducts electricity within switchgear, panel boards, substations, and other electrical distribution systems. Unlike insulated cables, busbars offer superior current-carrying capacity with minimal voltage drop and excellent heat dissipation.
For a comprehensive understanding of Busbar, we highly recommend reviewing this article.
Why Choose Busbars Over Traditional Cables?
- Higher Current Capacity: A 10mm × 100mm copper busbar can carry up to 1,600A compared to multiple cables
- Better Heat Dissipation: Larger surface area reduces temperature rise by 30-40%
- Space Efficiency: Requires 60% less space than equivalent cable installations
- Lower Installation Cost: Faster installation with fewer connection points
- Improved Reliability: Fewer joints mean reduced failure points
Copper vs Aluminum Busbars: Complete Comparison
| Property | Copper Busbar | Aluminum Busbar |
|---|---|---|
| Electrical Conductivity | 100% (Reference Standard) | 61% of Copper |
| Weight | 8.96 g/cm³ (Heavy) | 2.70 g/cm³ (70% Lighter) |
| Cost per kg | Higher (3-4× aluminum) | Lower (Budget-friendly) |
| Thermal Expansion | 16.5 × 10⁻⁶/°C | 23.1 × 10⁻⁶/°C |
| Corrosion Resistance | Excellent (Forms protective patina) | Good (Requires coating) |
| Best Applications | High-current, compact spaces, marine | Long runs, overhead, weight-sensitive |
Pro Tip: For the same current capacity, aluminum busbars must be approximately 1.6× wider than copper busbars. Calculate your space constraints before material selection.
Further exploration of Copper vs Aluminum Busbar can be found in the following recommended reading.
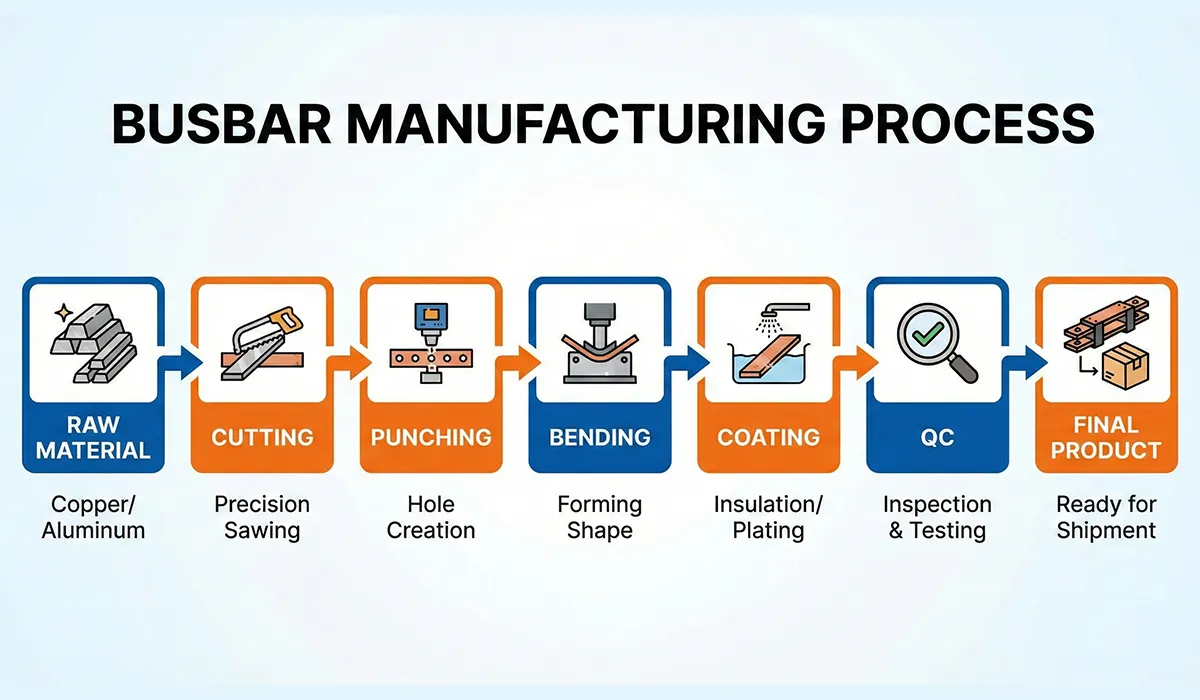
Step-by-Step Busbar Manufacturing Process
The busbar fabrication process involves six critical stages. Each step requires precision to ensure the final product meets electrical, mechanical, and safety standards.
Step 1: Raw Material Selection & Preparation
The journey begins with selecting the appropriate conductive material. Copper busbar manufacturing typically uses electrolytic tough pitch (ETP) copper with 99.9% purity (C11000 grade), while aluminum applications use 6101-T6 or 6063-T6 alloys.
Material Selection Criteria:
| Factor | Considerations |
|---|---|
| Current Rating | >800A: Copper preferred <800A: Aluminum cost-effective |
| Environment | Marine/Coastal: Copper with tin coating Indoor/Dry: Either material acceptable |
| Space Constraints | Compact panels: Copper (smaller cross-section) Large substations: Aluminum (weight advantage) |
| Budget | Initial cost: Aluminum wins Lifecycle cost: Copper more economical |
Standard Stock Sizes:
- Thickness: 3mm, 5mm, 6mm, 8mm, 10mm, 12mm
- Width: 20mm, 25mm, 30mm, 40mm, 50mm, 60mm, 80mm, 100mm, 120mm, 150mm, 200mm
- Length: Standard bars come in 2m, 3m, 4m, or 6m lengths
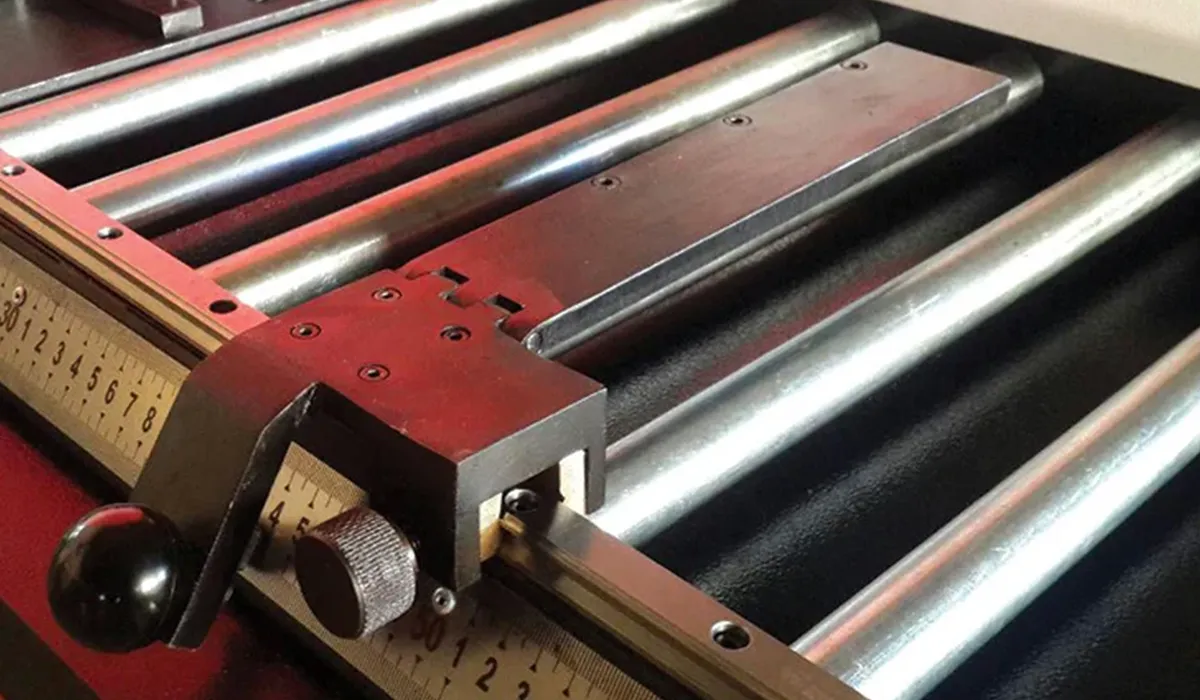
Step 2: Cutting – Precision Sizing
Raw busbar stock is cut to required lengths using specialized busbar cutting machines. Modern CNC cutting systems ensure tolerances within ±0.1mm, critical for proper assembly.
Cutting Methods Comparison:
| Method | Accuracy | Speed | Best For |
|---|---|---|---|
| Manual Hacksaw | ±1mm | Slow | Prototype/Repair work |
| Hydraulic Shear | ±0.5mm | Fast | High-volume, straight cuts |
| CNC Cutting Machine | ±0.1mm | Medium | Precision work, complex shapes |
| Bandsaw | ±0.3mm | Medium | Thick busbars (>10mm) |
Common Cutting Mistakes:
- Burr formation on cut edges (requires deburring)
- Material deformation from excessive blade pressure
- Incorrect measurements leading to scrap (measure twice, cut once!)
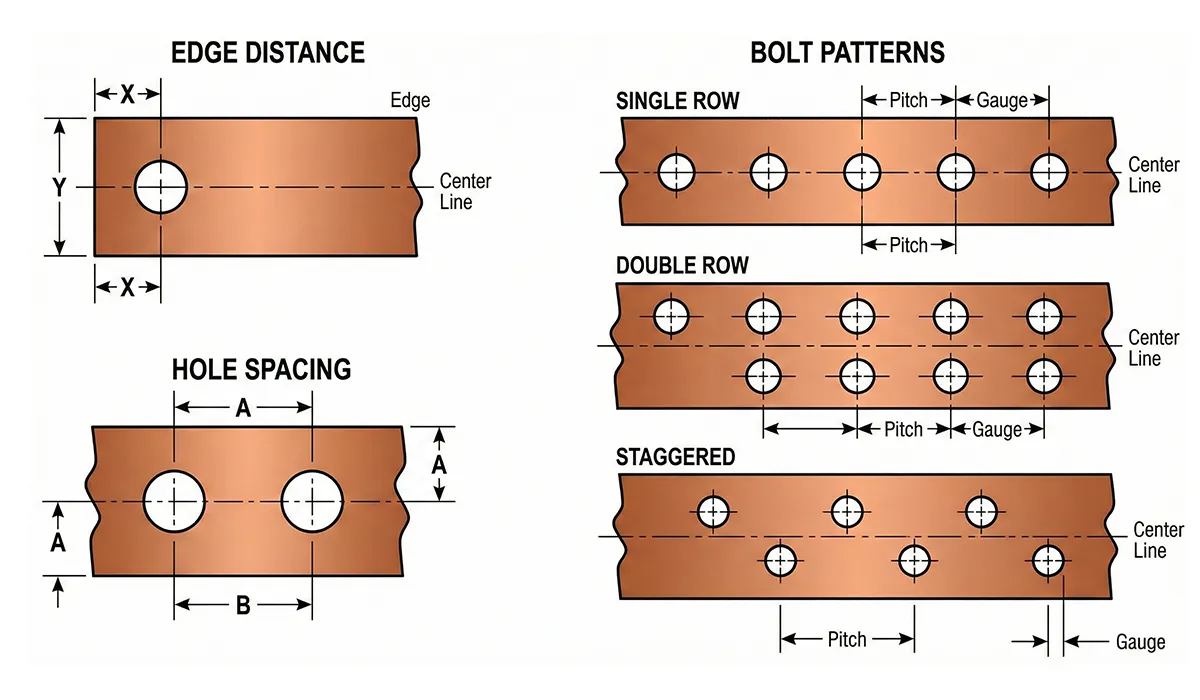
Step 3: Punching – Creating Connection Points
After cutting, busbars require precisely positioned holes for bolted connections. Automatic punching machines or CNC busbar punching machines create these holes with exact positioning and clean edges.
Critical Punching Parameters:
| Parameter | Standard Values | Why It Matters |
|---|---|---|
| Hole Diameter | M6: 6.5mm M8: 9mm M10: 11mm M12: 13mm | Bolt clearance + thermal expansion |
| Edge Distance | Minimum = 2× hole diameter | Prevents tearing during tightening |
| Hole Spacing | Minimum = 3× hole diameter | Maintains mechanical strength |
| Punch Tolerance | ±0.1mm for CNC ±0.3mm for manual | Alignment with mating components |
Punching Force Calculation:
Required tonnage = Perimeter × Thickness × Material Shear Strength
Example: For 13mm hole in 10mm copper busbar:
Perimeter = π × 13mm = 40.8mm
Force = 40.8mm × 10mm × 250 N/mm² = 102,000 N ≈ 10.4 tons
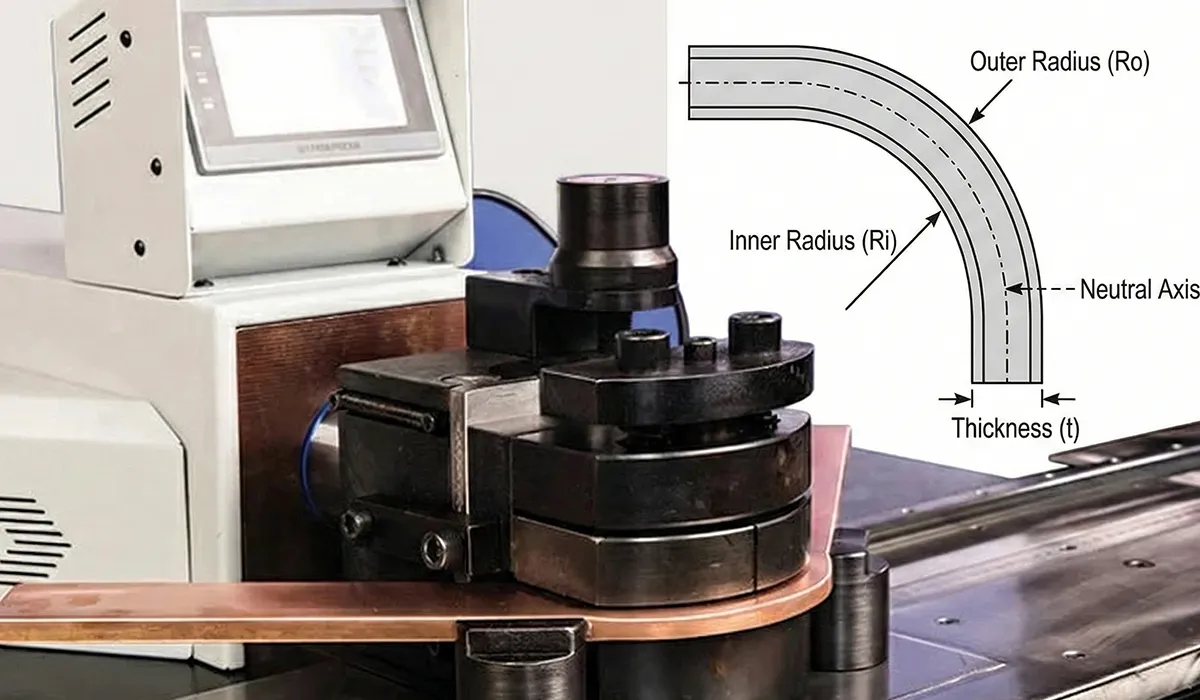
Step 4: Bending & Forming – Shaping the Busbar
Busbar bending is perhaps the most critical step in the fabrication process. Improper bending can cause stress fractures, reduced current capacity, or installation failures.
Bending Machine Types:
- Manual Busbar Bending Machines: Suitable for small workshops, bends up to 8mm thickness, angle accuracy ±2°
- Hydraulic Busbar Bending Machines: Handle 3-12mm thickness, angle accuracy ±1°, consistent force application
- CNC Bending Machines: Programmable angles, ±0.5° accuracy, ideal for complex shapes
- Portable Hydraulic Bending Machines: On-site modifications, bends up to 10mm
Bend Radius Guidelines (Critical for Avoiding Cracks):
| Busbar Thickness | Minimum Bend Radius | Recommended Radius | Maximum Bend Angle |
|---|---|---|---|
| 3mm | 4.5mm (1.5t) | 6mm (2t) | 90° |
| 5mm | 7.5mm (1.5t) | 10mm (2t) | 90° |
| 8mm | 12mm (1.5t) | 16mm (2t) | 90° |
| 10mm | 15mm (1.5t) | 20mm (2t) | 90° |
| 12mm | 18mm (1.5t) | 24mm (2t) | 90° |
Note: ‘t’ = thickness. Formula: Minimum Radius = 1.5 × thickness
Bending Best Practices:
- Always bend perpendicular to the grain direction of the material
- Use proper tooling with radius matched to busbar thickness
- Anneal copper before bending if multiple complex bends are required
- Check for cracks after bending using dye penetrant inspection
- Account for springback: overbend by 2-5° then release to final angle
If the information on topic busbar bending was engaging and informative for you, gathering more knowledge about topic all Techniques of busbar bending could be very exciting.
Step 5: Surface Treatment & Coating
Proper surface treatment extends busbar lifespan by 3-5× and ensures reliable electrical connections. Copper busbar coating prevents oxidation, while aluminum requires treatment to prevent galvanic corrosion.
Common Surface Treatment Options:
| Coating Type | Thickness | Applications | Cost |
|---|---|---|---|
| Tin Plating | 5-10 μm | General purpose, indoor panels Max temp: 150°C | $ |
| Nickel Plating | 3-8 μm | High-temperature applications Max temp: 250°C | $$ |
| Silver Plating | 2-5 μm | Low-resistance connections Medical, aerospace | $$$$ |
| Powder Coating | 50-100 μm | Insulated busbars Color-coded systems | $$ |
| Anodizing (Aluminum) | 10-25 μm | Corrosion protection Outdoor installations | $$ |
| Bare Copper | 0 | Dry indoor only Requires regular cleaning | – |
Selection Guide:
- Indoor residential/commercial: Tin-plated copper (cost-effective, reliable)
- Industrial high-temperature: Nickel-plated copper (withstands heat)
- Marine/coastal environments: Tin-plated copper + epoxy sealing
- Data centers/critical systems: Silver-plated copper (lowest contact resistance)
- Outdoor substations: Anodized aluminum or bare copper with periodic maintenance
Step 6: Quality Control & Testing
Every busbar production line must implement rigorous quality control to ensure safety and performance. Industry standards require both visual inspection and electrical testing.
Required Quality Checks:
| Test Type | Method | Acceptance Criteria |
|---|---|---|
| Dimensional Check | Digital calipers, CMM | ±0.5mm tolerance |
| Visual Inspection | 100% inspection under light | No cracks, burrs, or scratches >0.5mm deep |
| Conductivity Test | 4-wire resistance measurement | ≤105% of theoretical resistance |
| Bend Test (Sample) | 90° bend around mandrel | No visible cracks after bending |
| Coating Thickness | X-ray fluorescence gauge | Within specified range ±1μm |
| Temperature Rise Test | Rated current for 4 hours | <35°C rise above ambient at rated current |
Documentation Requirements:
- Material certificates (mill test reports)
- Dimensional inspection reports
- Electrical test results
- Plating thickness certificates
- Traceability markings (batch number, date code)
Busbar Fabrication Machinery & Equipment Guide
Setting up a busbar production line requires careful selection of machinery based on production volume, product complexity, and budget. Here’s a comprehensive breakdown of equipment options.
Essential Machinery Categories
1. Cutting Machines
| Machine Type | Capacity | Price Range | Best For |
|---|---|---|---|
| Manual Busbar Cutter | Up to 10mm × 125mm | $2,000-$5,000 | Small workshops, low volume |
| Hydraulic Shear | Up to 12mm × 200mm | $8,000-$15,000 | Medium production |
| CNC Cutting Machine | Up to 15mm × 250mm | $25,000-$60,000 | High precision, automation |
2. Punching Machines
| Machine Type | Capacity | Price Range | Production Rate |
|---|---|---|---|
| Manual Punch | Ø13mm in 8mm copper | $1,500-$4,000 | 5-10 holes/hour |
| Hydraulic Punch | Ø20mm in 12mm copper | $6,000-$12,000 | 20-30 holes/hour |
| CNC Punching Machine | Ø30mm in 15mm copper | $30,000-$80,000 | 100+ holes/hour |
3. Bending Machines
| Machine Type | Capacity | Price Range | Angle Accuracy |
|---|---|---|---|
| Manual Bender | Up to 8mm × 80mm | $3,000-$7,000 | ±2° |
| Hydraulic Bender | Up to 12mm × 150mm | $10,000-$25,000 | ±1° |
| CNC Bending Machine | Up to 15mm × 200mm | $40,000-$120,000 | ±0.5° |
| Portable Hydraulic | Up to 10mm × 100mm | $5,000-$12,000 | ±1.5° |
4. Multi-Function Machines (3-in-1 / All-in-One)
3-in-1 busbar machines combine cutting, punching, and bending in a single unit, offering significant space and cost savings for small to medium operations.
| Specification | Entry Level | Professional |
|---|---|---|
| Max Cutting Capacity | 8mm × 100mm | 12mm × 200mm |
| Max Punching | Ø13mm in 8mm | Ø20mm in 12mm |
| Max Bending | 8mm × 80mm, 90° | 12mm × 150mm, 90° |
| Price Range | $8,000-$15,000 | $20,000-$45,000 |
| Best For | Panel builders, contractors | Medium busbar manufacturers |
Leading Busbar Machinery Manufacturers
When investing in busbar fabrication machines, consider these established manufacturers:
- PAYAPRESS (United Arab Emirates): Cost-effective solutions, excellent for Middle East/Asia markets, comprehensive product range from manual to CNC systems
- Boschert (Germany): High-precision CNC machines, premium pricing, excellent for European standards
- EHRT (Germany): Specialized in automated production lines, industry-leading quality
- Sunrise (China): Budget-friendly options, good for entry-level operations
- Amada (Japan): Premium brand, exceptional build quality and longevity
Cost Analysis: Setting Up a Busbar Production Line
Understanding the investment required for copper busbar manufacturing or aluminum busbar production is crucial for business planning. Here’s a detailed breakdown of setup costs and ROI expectations.
If the information related to topic Cost Analysis was interesting and informative to you, researching topic The Value of Corner Forming Machines can be very engaging.
Initial Investment Breakdown
| Setup Level | Small Workshop | Medium Production | Large Scale |
|---|---|---|---|
| Machinery | $15,000-$30,000 (3-in-1 machine + tools) | $80,000-$150,000 (Separate machines) | $300,000-$800,000 (CNC automated line) |
| Facility | 200-300 m² $2,000-$5,000/month | 500-800 m² $5,000-$12,000/month | 1,500+ m² $15,000-$30,000/month |
| Raw Materials (Initial Stock) | $10,000-$20,000 | $50,000-$100,000 | $200,000-$500,000 |
| Personnel (Annual) | 2-3 workers $60,000-$90,000 | 8-12 workers $240,000-$400,000 | 25-40 workers $750,000-$1.5M |
| Utilities & Operating | $2,000-$4,000/month | $8,000-$15,000/month | $25,000-$50,000/month |
| Quality Control Equipment | $3,000-$8,000 | $15,000-$35,000 | $50,000-$150,000 |
| TOTAL FIRST-YEAR COST | $120,000-$200,000 | $550,000-$900,000 | $2M-$4.5M |
Production Capacity & Revenue Potential
| Setup Level | Monthly Production | Revenue/Month | ROI Timeline |
|---|---|---|---|
| Small Workshop | 500-1,000 kg 1,000-2,000 pieces | $15,000-$35,000 | 18-24 months |
| Medium Production | 3,000-6,000 kg 6,000-12,000 pieces | $90,000-$200,000 | 12-18 months |
| Large Scale | 15,000+ kg 30,000+ pieces | $450,000-$1M+ | 24-36 months |
Profit Margin Analysis:
- Raw Material Cost: 60-70% of selling price (copper prices fluctuate)
- Labor & Overhead: 15-20%
- Profit Margin: 10-25% depending on value-added services (coating, custom shapes)
Cost Reduction Strategies:
- Buy copper in bulk during price dips (hedge against market volatility)
- Invest in CNC machines to reduce labor costs long-term
- Minimize scrap through precise cutting optimization software
- Offer value-added services (coating, assembly) for higher margins
- Establish long-term contracts with electrical panel manufacturers
Industry Standards & Quality Certifications
Professional busbar manufacturing must comply with international electrical standards to ensure safety, performance, and market acceptance.
Key International Standards
| Standard | Region | Covers |
|---|---|---|
| IEC 61439-1/2 | International | Low-voltage switchgear assemblies, busbar temperature rise, short-circuit performance |
| UL 857 | North America | Busway systems, current ratings, construction requirements |
| IEEE 605 | USA | Bus design in substations, mechanical and electrical stresses |
| BS EN 60439 | UK/Europe | Type-tested and partially type-tested assemblies |
| IS 8623 | India | Copper busbars for electrical purposes |
| GB/T 5585 | China | Electrical copper busbars specifications |
Required Certifications for Commercial Production
- ISO 9001: Quality management system (mandatory for B2B sales)
- ISO 14001: Environmental management (increasingly required)
- UL Listing: Required for North American markets
- CE Marking: Mandatory for European Union sales
- RoHS Compliance: Restriction of hazardous substances in coatings
This article serves as a valuable resource for those seeking detailed information on CE marking.
Temperature Rise Limits (IEC 61439-1)
| Component | Max Temperature Rise | Absolute Max Temp |
|---|---|---|
| Bare copper/aluminum busbars | 70 K | 105°C |
| Tin-plated busbars | 65 K | 100°C |
| Nickel-plated busbars | 80 K | 115°C |
| Insulated/enclosed busbars | 50 K | 85°C |
Common Issues & Troubleshooting in Busbar Fabrication
Even with proper equipment and procedures, busbar production can encounter challenges. Here are the most common issues and their solutions.
Issue 1: Burrs and Sharp Edges After Cutting
Symptoms: Rough edges, metal shavings, difficulty handling
Causes: Dull cutting blades, incorrect cutting speed, improper blade clearance
Solutions: Replace or sharpen blades regularly (every 500-1000 cuts), use deburring tools or files immediately after cutting, adjust blade clearance to 5-7% of material thickness, consider CNC cutting for cleaner edges.
Issue 2: Cracks Appearing After Bending
Symptoms: Visible cracks on outer bend radius, material failure
Causes: Bend radius too small (below 1.5× thickness), bending parallel to grain direction, work-hardened material from prior operations
Solutions: Always use minimum bend radius of 2× thickness, anneal copper at 500-700°C if multiple bends required, bend perpendicular to rolling direction, inspect with dye penetrant testing after critical bends.
Issue 3: Inconsistent Hole Positioning
Symptoms: Holes don’t align with mating components, assembly difficulties
Causes: Manual measurement errors, punch drift during operation, material movement during punching
Solutions: Upgrade to CNC punching for ±0.1mm accuracy, use digital templates and jigs for manual punching, clamp material securely during punching, implement first-article inspection for each batch.
Issue 4: Plating Delamination or Peeling
Symptoms: Coating separates from base metal, reduced corrosion protection
Causes: Poor surface preparation before plating, contamination (oils, oxides), inadequate plating thickness
Solutions: Clean with alkaline degreaser before plating, use acid pickling to remove oxides, ensure minimum 5μm plating thickness, test adhesion with tape test (ASTM D3359).
Issue 5: Excessive Temperature Rise in Service
Symptoms: Busbar exceeds 70K temperature rise, insulation damage
Causes: Undersized busbar for current load, poor connection quality (high resistance), inadequate ventilation
Solutions: Recalculate busbar size using IEC 61439-1 guidelines, torque connections to manufacturer specifications, use thermal imaging to identify hot spots, increase busbar cross-section or improve cooling.
Conclusion: Mastering Busbar Fabrication in 2025
The journey of busbar manufacturing—from raw copper to a precision-engineered electrical conductor—requires understanding material science, investing in appropriate machinery, maintaining strict quality standards, and continuous process optimization. Material selection between copper and aluminum depends on current requirements, budget, and environment. Precision in cutting, punching, and bending directly impacts final product quality and safety. Modern CNC machines offer superior accuracy but require higher investment. Quality control and compliance with IEC/UL standards is non-negotiable for commercial production, with ROI timelines ranging from 12-36 months depending on production scale.
Whether you’re a panel builder looking to bring busbar fabrication in-house, an electrical contractor exploring business expansion, or a manufacturer optimizing your production line, investing time in understanding the complete busbar production process pays dividends in quality, efficiency, and profitability.
Ready to start your busbar fabrication journey? Consider these actions: First, assess your requirements by calculating expected monthly volume, typical busbar sizes, and budget constraints. Second, visit manufacturers and request demonstrations of machines from PAYAPRESS, Boschert, EHRT, or other reputable suppliers. Third, start small by considering a 3-in-1 machine for initial investment, then upgrade to dedicated machines as volume grows. Fourth, invest in operator training because precision equipment requires skilled personnel. Fifth, plan for ISO 9001 and relevant electrical standards compliance early in your setup process.
Advanced busbar fabrication machines from manufacturers like PAYAPRESS enable precise cuts, punches, and bends on copper and aluminum busbars, ensuring reliable installation and optimal electrical performance. Whether you choose manual, hydraulic, or CNC systems, the key is matching equipment capabilities to your specific production requirements. For technical questions about busbar sizing, machinery selection, or custom fabrication projects, consult with certified electrical engineers and machinery specialists to ensure your setup meets both performance and safety standards.
Frequently Asked Questions (FAQ)





Wow, this was really insightful! It’s amazing how the busbar manufacturing process ensures that electrical systems are both reliable and efficient. I wonder how future advancements in this technology will continue to shape the industry and meet the growing demands. What do you think the next big breakthrough in busbar production could be?
Thank you so much for your thoughtful comment — really glad you found it insightful!
You’re absolutely right: busbar technology plays a huge role in keeping electrical systems reliable and efficient. Looking ahead, one of the most exciting potential breakthroughs could be the wider adoption of **advanced conductive materials**, **smart monitoring integration**, and **more automated, precision-driven manufacturing**. These innovations could make busbars lighter, safer, and even more energy-efficient while supporting the growing demands of modern power systems and renewable energy infrastructure.
It’s an exciting time for the industry, and we’re definitely looking forward to seeing how these developments continue to shape the future of electrical distribution. Thanks again for sharing your thoughts!