Accueil ⪢ Machine HBC-B160

Poste de cintrage
Permet de cintrer les jeux de barres en cuivre jusqu’à 160 x 15 mm, un par un.
Contrôleur numérique de la cintreuse
Permet de transmettre les instructions au poste de cintrage afin d’obtenir des résultats précis et réguliers.
Contrôleur numérique pour la poinçonneuse et la coupeuse
Permet de transmettre les instructions aux postes de poinçonnage et de coupe afin d’obtenir des résultats précis et réguliers.
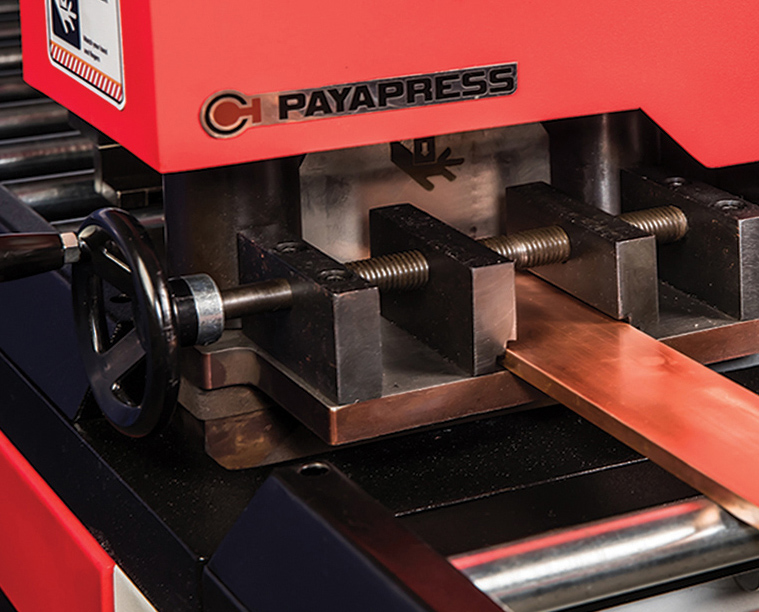
Poste de poinçonnage
Permet de poinçonner les jeux de barres en cuivre jusqu’à 160 x 15 mm, un par un.
Groupe hydraulique
Équipé d’un seul groupe hydraulique.





OBTENIR UN DEVIS GRATUIT
« * » indique les champs nécessaires
Modèle: HBC-B160
Machine de découpe, poinçonnage et cintrage de jeux de barres
Trois fonctions sur barres jusqu’à 160 mm
Avec la HBC-B160, vous disposez d’une machine complète pour couper, poinçonner et cintrer vos jeux de barres en cuivre ou en aluminium jusqu’à 160 x 15 mm.
Grâce à son seul groupe hydraulique, l’opérateur peut travailler sur les trois postes — coupe, poinçonnage et cintrage — dans une configuration simple, compacte et efficace. C’est une solution pensée pour les ateliers qui veulent gagner en précision, en confort de travail et en qualité de finition, sans multiplier les équipements.
CONNAÎTRE CE PRODUIT
INFORMATIONS TECHNIQUESPrésentation de la machine de jeux de barres Type B
À l’instar de la HBC-B160, cette machine fonctionne avec un seul groupe hydraulique. L’opérateur peut donc accéder aux trois postes — poinçonnage, coupe et cintrage — sur une même machine. La différence entre les deux modèles concerne uniquement la taille maximale des jeux de barres pouvant être traités.
Avec cet équipement, il est possible de travailler des barres en aluminium et en cuivre jusqu’à 160 × 15 mm. Pour découvrir une machine de jeux de barres offrant une capacité supérieure, consultez notre page de machines façonnage des jeux de barres.
Caractéristiques de la machine de jeux de barres Type B
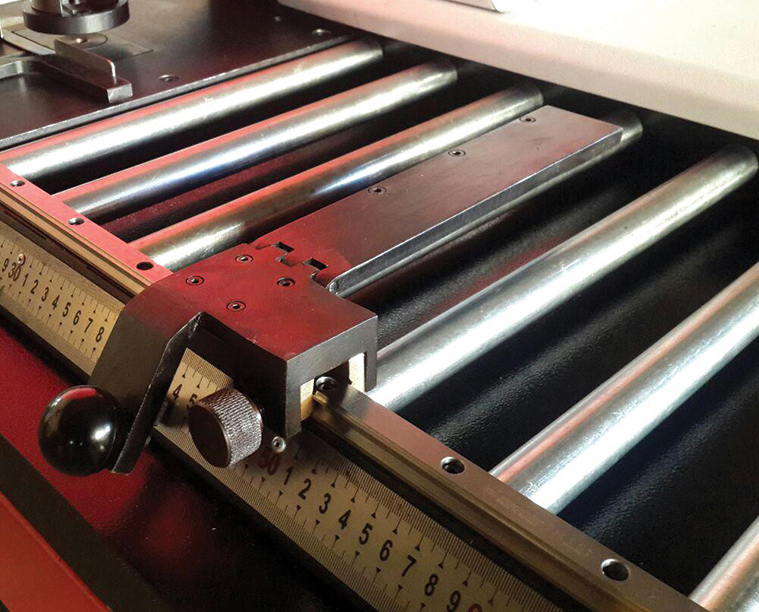
Poste de coupe
Le poste de coupe de cette machine offre un haut niveau de performance et permet d’obtenir :
- Une coupe précise.
- Une finition propre après la coupe.
- Un guide à centrage automatique pour obtenir un résultat optimal.
- Un butoir de longueur programmable, disponible en option, pour assurer une grande précision dans le positionnement des coupes.
- Une programmation possible en positions absolues et incrémentales.
- Jusqu’à 20 positions programmables.
- Des rouleaux placés de chaque côté du poste de coupe pour faciliter le déplacement des jeux de barres.
- Un butoir de longueur manuel avec réglage de haute précision.
Poste de poinçonnage
La taille maximale de jeu de barres pouvant être traitée est de 160 × 15 mm. L’utilisation de barres de dimensions supérieures peut endommager le poste de poinçonnage.
Les poinçons mâles et femelles sont les principaux outils dans ce procès. Le poinçon mâle est fixé sur le piston, tandis que le poinçon femelle s’installé sur le corps principal de la machine.
Le poste de poinçonnage ne doit pas être utilisé pour percer des matériaux tels que le fer, car cela pourrait casser les matrices et endommager la machine.
Le poste de poinçonnage de cette machine comprend :
- Un pointeur laser qui permet de repérer facilement le centre des trous.
- Des matrices faciles à remplacer.
- Une plaque de dévêtissage mobile qui aide à protéger les matrices.
- Un système hydraulique à double effet qui empêche les matrices de rester coincées dans la barre après le poinçonnage.
- Des guides pouvant être déplacés jusqu’au centre des matrices.
- Des rouleaux placés de chaque côté du poste de poinçonnage pour faciliter le déplacement des jeux de barres.
- Un système de positionnement précis des trous, disponible en option.
- Un système de mesure manuel avec réglage de haute précision.
- Des poinçons ronds de M6 à M18.
- Des poinçons ovales et rectangulaires disponibles en option.
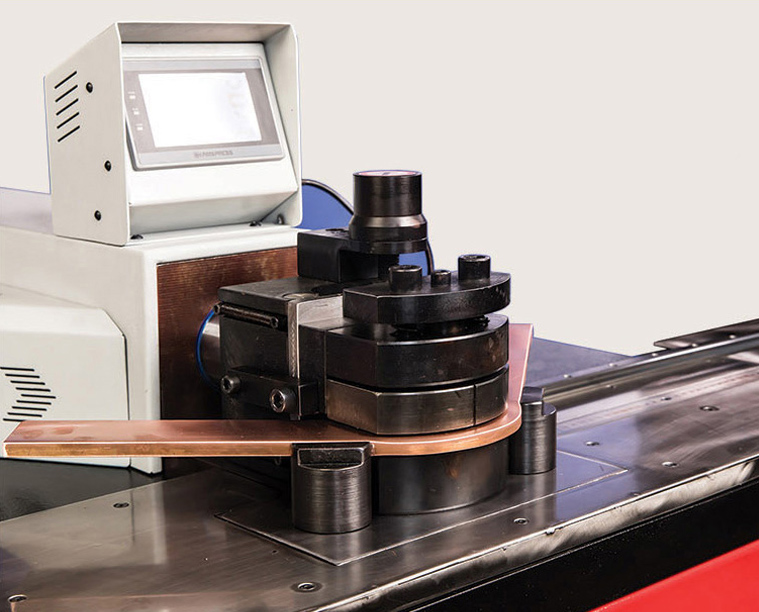
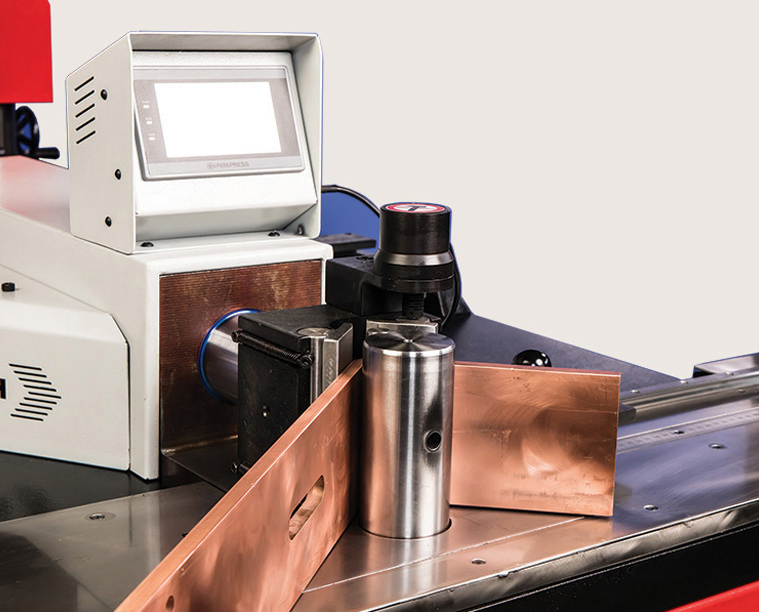
Poste de cintrage
Le poste de cintrage de cette machine est équipé de deux systèmes indépendants, conçus pour garantir un cintrage précis et répétable.
- Système de mesure rotatif :
Un encodeur rotatif de 3 600 impulsions par tour est directement connecté aux plaques rotatives mobiles du poste de cintrage. Comme ces plaques sont placées à l’arrière du jeu de barres et tournent avec lui pendant le cintrage, la rotation est directement transmise à l’encodeur, à raison de 5 impulsions par degré. Le système de commande du cintrage ajuste alors l’angle en temps réel et arrête le processus une fois l’angle souhaité atteint. - Système de mesure linéaire :
Une règle numérique, composée d’une bande magnétique et d’un récepteur numérique fixé à l’extrémité de la tige du piston, mesure et contrôle l’avancement du piston à chaque opération de cintrage. Ce système permet une répétabilité de cintrage avec une précision de 5 microns. L’opérateur peut également saisir la longueur de course directement sur l’écran de la machine, au lieu d’indiquer l’angle de cintrage.
La plaque à rouleaux installée sur la mâchoire mobile du poste de cintrage tourne de manière dynamique avec le jeu de barres. Cela permet d’éviter l’étirement de la surface inférieure pendant le cintrage. Sur les autres surfaces, la barre avance normalement, ce qui peut créer une marque sur la face inférieure pendant l’opération.
Enfin, il est possible d’installer une tige avec différents rayons sur la mâchoire fixe du poste de cintrage, afin d’obtenir un arc de cintrage plus précis selon l’épaisseur du jeu de barres.
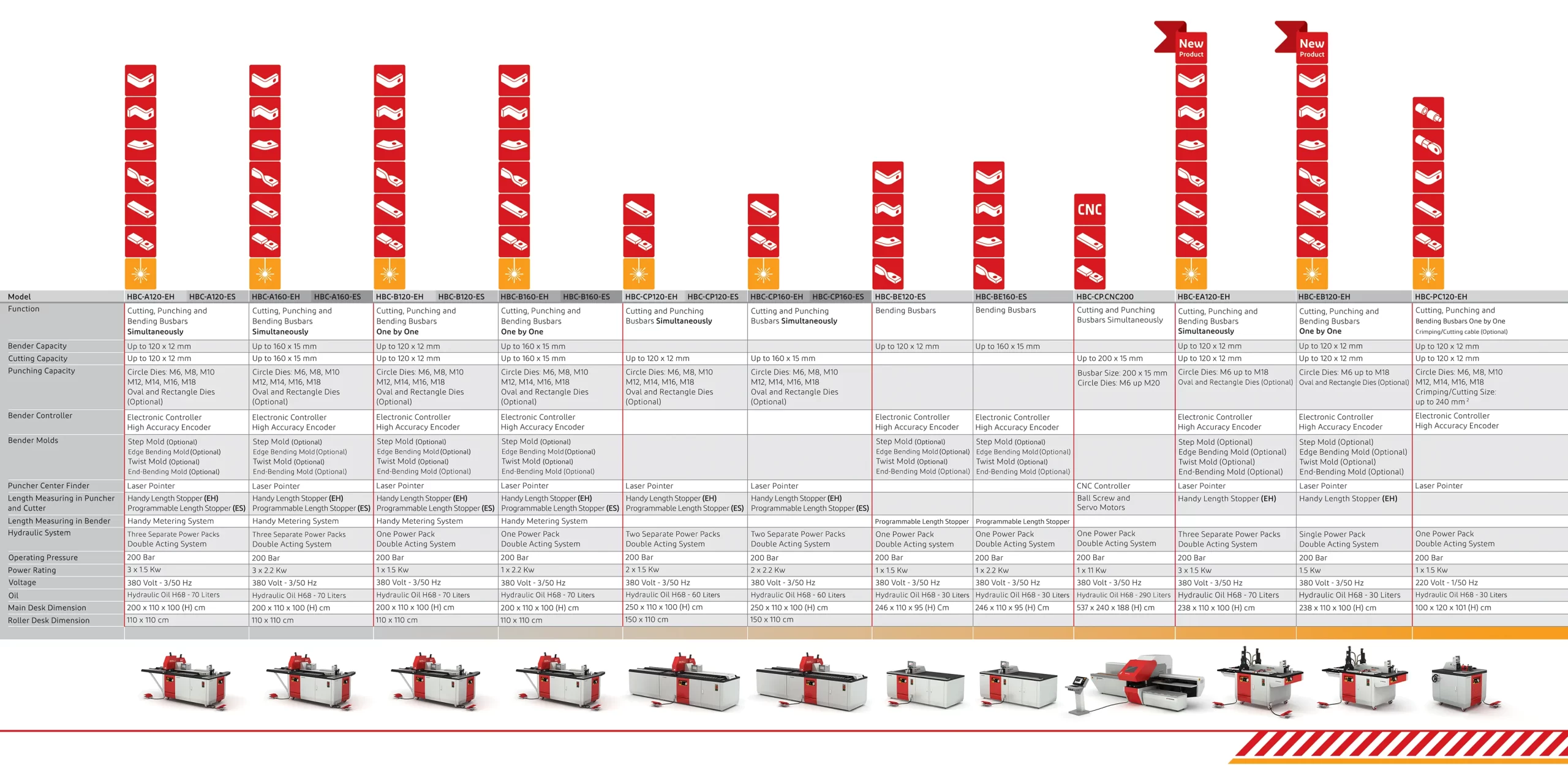
HBC-B160-EH | HBC-B160-ES | MODÈLE |
|---|---|
| Coupe, poinçonnage et cintrage des jeux de barres, opération par opération | Fonction |
| Jusqu’à 160 x 15 mm | Capacité de cintrage |
| Jusqu’à 160 x 15 mm | Capacité de coupe |
| Poinçons ronds : M6 à M18 Poinçons ovales et rectangulaires (en option) | Capacité de poinçonnage |
| Contrôleur électronique Encodeur haute précision | Commande de cintrage |
| Matrice à gradins (en option) Matrice de cintrage sur chant (en option) Matrice de torsion (en option) Matrice de cintrage d’extrémité (en option) | Matrices de cintrage |
| Pointeur laser | Dispositif de centrage du poinçon |
| Butoir de longueur manuel (EH) Butoir de longueur programmable (ES) | Mesure de longueur au poinçon et à la coupe |
| Trois groupes hydrauliques séparés Système à double effet | Système hydraulique |
| 200 bar | Pression de service |
| 1 x 2,2 kW | Puissance |
| 380 V – 3/50 Hz | Tension |
| Huile hydraulique H68 – 70 litres | Huile |
| 200 x 110 x 100 (H) cm | Dimensions de la table principale |
| 110 x 110 cm | Dimensions de la table à rouleaux |
Ce Que Nos Clients Demandent Le Plus
FAQ
Foire aux questions
À quoi sert la machine HBC-B160 ?
Notre machine HBC-B160 réunit trois opérations : coupe, poinçonnage et cintrage. Les fabricants de tableaux électriques, les ateliers d’appareillage et les lignes de fabrication industrielle l’utilisent quand ils ont besoin d’un traitement des jeux de barres en cuivre et en aluminium précis sans multiplier les machines. Elle comprend un poste de coupe, un poste de poinçonnage avec pointeur laser, et un poste de cintrage piloté par un codeur haute précision — de quoi obtenir des coupes nettes, des trous bien positionnés et des plis reproductibles, avec une finition qui tient la route.
Quelle est la différence entre le type B et le type A ?
La série B n’a qu’un seul groupe hydraulique. Résultat : contrairement à la série A, les opérateurs ne peuvent pas travailler sur plusieurs postes en même temps.
Quelle est la différence entre la HBC-B120 et la HBC-B160 ?
Tout se joue sur la capacité de traitement des jeux de barres. La B120 monte jusqu’à 120 × 12 mm, la B160 jusqu’à 160 × 15 mm.
Le butoir de longueur programmable et le pointeur laser sont-ils inclus d'office ?
Non, ce sont des options, à ajouter sur demande du client.
Comment puis-je acheter cette machine ?
Il suffit de remplir le formulaire sur cette page, ou de passer par la page « Contactez-nous ». Nos experts reviennent vers vous rapidement.
Quelle est la précision du système de cintrage sur la HBC-B160 ?
Le poste de cintrage combine deux systèmes de mesure indépendants : un codeur rotatif à 3 600 impulsions par tour, et une règle numérique linéaire avec une répétabilité de 5 microns. C’est ce niveau de précision qui distingue une machine professionnelle pour jeux de barres d’une cintreuse hydraulique basique, et qui garantit des angles constants même sur de grandes séries de production.
BESOIN D’AIDE ?
N’hésitez pas à nous contacter
pour poser vos questions.
« * » indique les champs nécessaires