
Prefer listening? You can play the audio version of the rest of this article below.
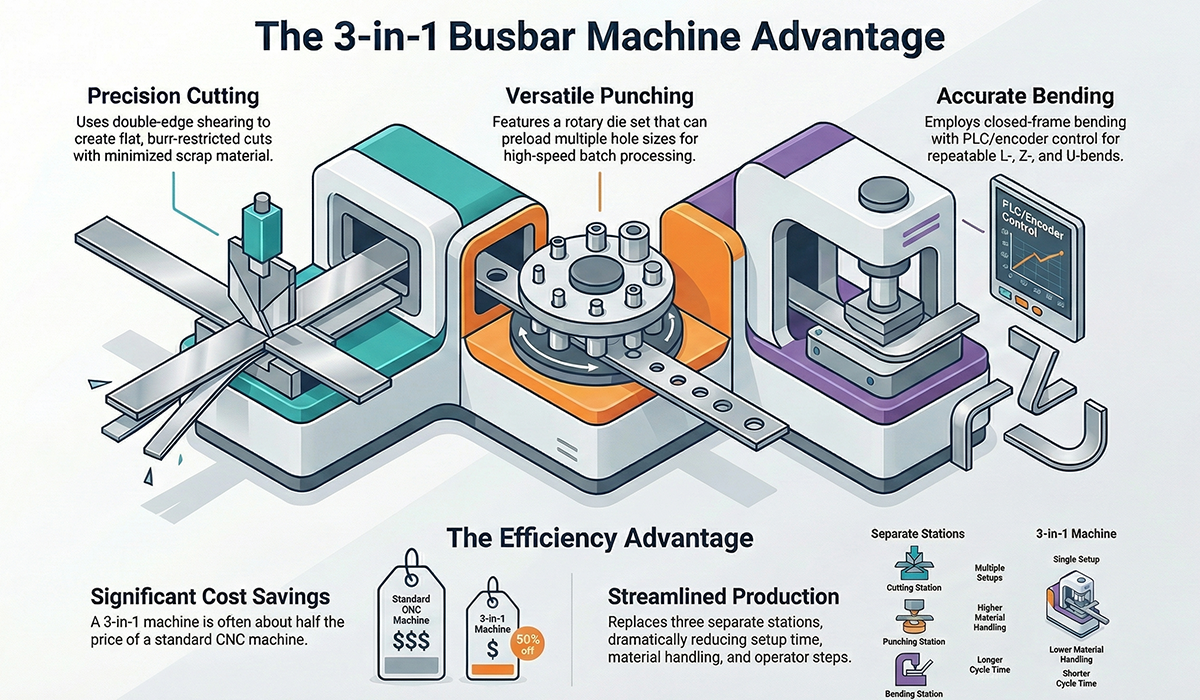
Why run three separate machines when one integrated busbar machine can cut, punch, and bend in a single setup? Modern busbar machinery is designed to reduce handling, speed throughput, and lower total cost of ownership — making the 3-in-1 format the preferred choice in switchgear and panel manufacturing worldwide.
- Busbar Processing machine can cut, bend, and punch busbars simultaneously in a single compact unit.
- Commonly used for C110 copper and 6101-T6 aluminum busbars (including copper–aluminum compound bars) in high-current distribution equipment and industrial control panels.
- They are cost-effective, often about half of the price of a normal CNC machine.
Core Operations of a 3-in-1 Busbar Fabrication Machine
A busbar fabrication machine integrates three independent stations — cutting, punching, and bending — each engineered for precision and repeatability. Understanding how each station works helps operators get the most out of their busbar machinery investment.
Busbar Cutting Machine Station: Clean Cuts with Minimal Scrap
The busbar cutting machine station uses double-edge offset shearing with a double-column shear frame to deliver flat, burr-restricted cuts with minimized scrap. Mechanical stops and scales — or a programmable backstop — allow operators to replicate cut lengths with high accuracy, making it ideal for large production batches in panel and switchboard manufacturing.
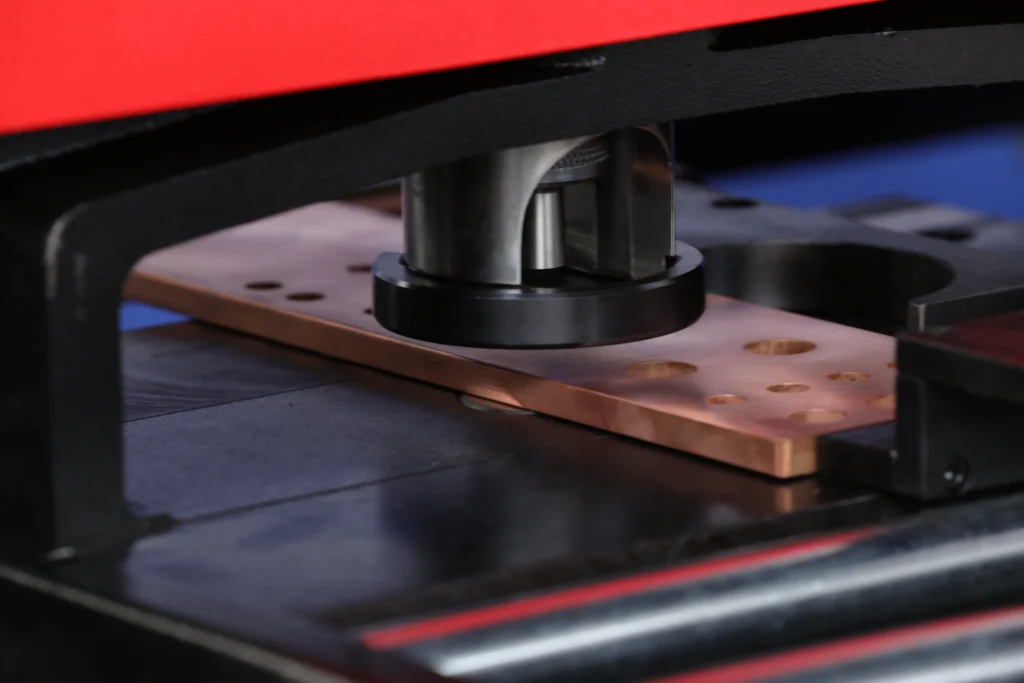
Busbar Punching Machine Station: Precision Hole Placement at Speed
The busbar punching machine station features an independent rotary die set capable of preloading multiple punching dies — including various hole diameters — all CNC-machined for concentricity. Two-way mechanical positioning along the X and Y axes enables precise hole placement and efficient high-batch processing, significantly reducing operator intervention and human error. A copper busbar punching machine of this type is essential for producing consistent, standards-compliant electrical connections in switchgear assemblies.
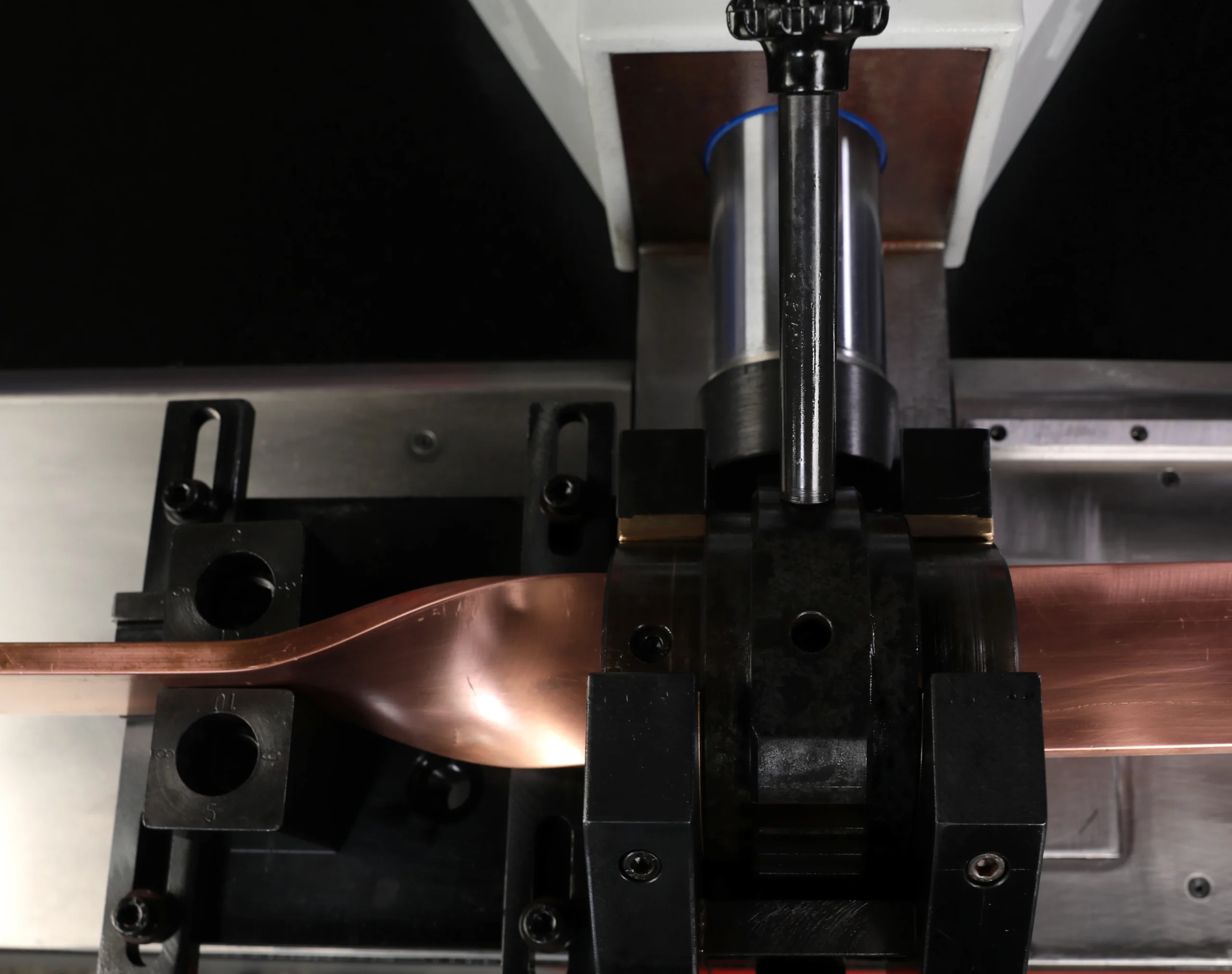
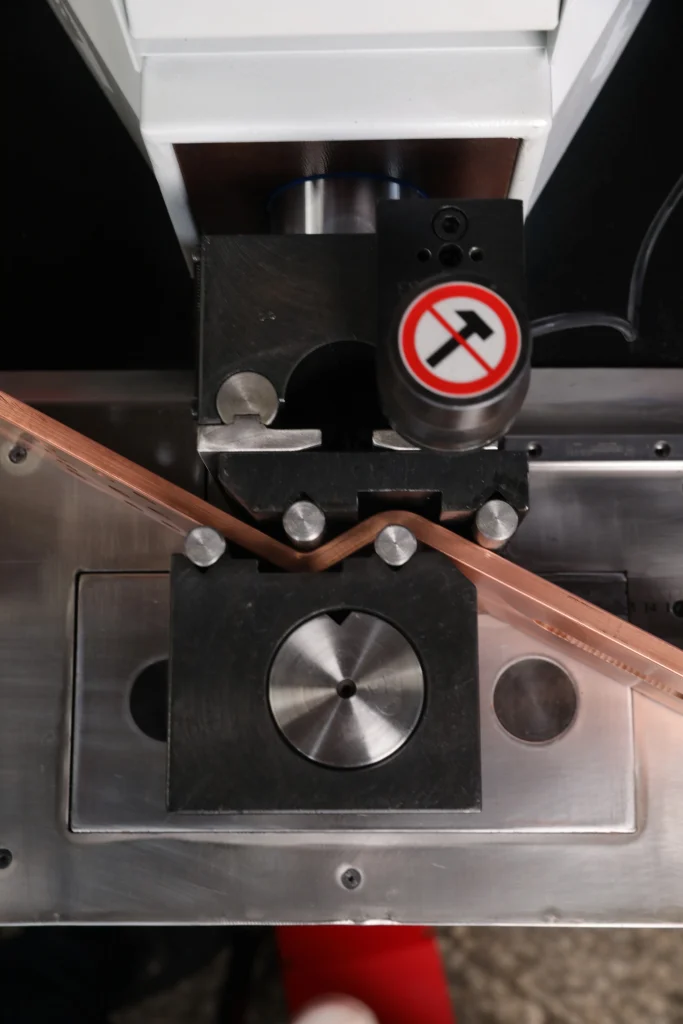
Bus Bar Bending Machine Station: Repeatable Angles with Springback Compensation
The bus bar bending machine station uses a closed-frame bending structure with angle control via a PLC/encoder system, ensuring excellent verticality and repeatable bending angles across large production runs. L-, Z-, and U-bends are all supported as standard profiles. PAYAPRESS busbar bending machines address springback by programming the encoder to execute each bend in two steps, maintaining dimensional accuracy without manual correction — a critical advantage for high-volume busbar fabrication.

Hydraulic Busbar Machine Maintenance: Daily Checklist for CNC and Hydraulic Models
Both CNC busbar machines and hydraulic busbar machines require consistent daily maintenance to ensure long-term reliability and precision. Essential daily tasks include cleaning the work area, lubricating moving parts, and checking hydraulic oil levels. For CNC busbar punching machines and CNC busbar bending machines, operators should additionally verify encoder calibration and back up control parameters regularly to prevent data loss and ensure process repeatability across all stations.
Bend Radius Guide for Busbar Bending and Punching Machines
Minimum bend radius in any busbar bending cutting and punching machine depends on the alloy type and material thickness. Always follow the vendor’s guidelines to prevent surface cracking and control springback. PAYAPRESS busbar processing machines are specifically engineered to mitigate springback, as their encoder executes the bending process in two controlled steps — delivering accurate angles without manual re-bending or rework.
Cycle-Time Comparison: Separate Stations vs. 3-in-1 Busbar Machine
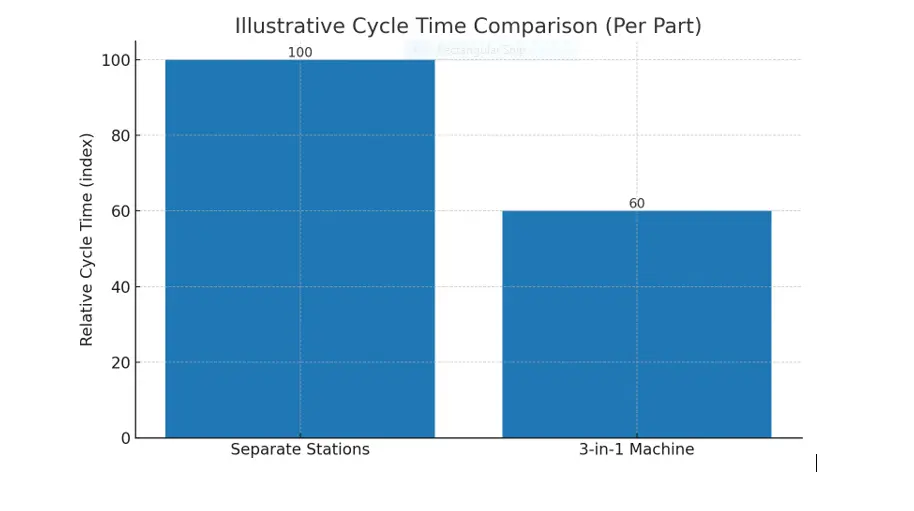
One of the strongest arguments for adopting a 3-in-1 busbar machine over separate stations is the dramatic reduction in cycle time per part. The table below illustrates the key differences between running a dedicated bus bar cutting machine, bus bar punching machine, and bus bar bending machine separately versus an integrated busbar cutting punching and bending machine.
| Factor | Separate Stations | 3-in-1 Machine |
|---|---|---|
| Setups per part | Multiple | Single |
| Material handling | Higher | Lower |
| Operator steps | More | Fewer |
| Typical cycle time per part | Longer | Shorter |
Industry 4.0 Integration in Modern Busbar Machinery
Industry 4.0 goes beyond automated machinery. When integrated into a busbar machine, this technology ensures that every piece produced meets stringent quality standards while minimizing material waste. Real-time data feedback enables dynamic adjustments during production runs, optimizing material usage, reducing energy consumption, and cutting waste generation. For operators running high-throughput busbar fabrication machines, Industry 4.0 connectivity transforms reactive maintenance into predictive maintenance — reducing downtime and extending machine life.
Punching Tonnage and Maximum Die Size for Busbar Punching Machines
Punching tonnage and maximum die size in a busbar punching machine depend on several variables: material type, thickness, and hole perimeter. To select appropriate die sizes for your application, always consult the manufacturer’s charts and guidelines — different companies may apply different naming conventions, parameters, or standards for their hydraulic busbar punching machines and CNC variants. Using undersized tooling on thick copper busbars is a common cause of premature die wear and press frame stress.
One point worth mentioning: if your operations involve various sheet metals in addition to busbars, you may also benefit from the Corner Former machine, which handles corner forming with the same level of precision.
Standards and Safety for Busbar Processing Machines
Although busbar machine manufacturing equipment is typically evaluated to machine safety standards, end assemblies must meet applicable electrical product standards and regional codes. For North American installations, buyers frequently cross-reference IEC 61439 concepts with U.S. standards such as UL 891 (switchboards), NEMA PB 2, and NFPA 70 (NEC). Fit, finish, hole quality, and bend accuracy are the primary workmanship considerations — all of which are directly influenced by the capability and calibration of your busbar processing machine.
Conclusion:
Incorporating a busbar machine in your production line enhances efficiency, reduces material waste, and cuts down on operational costs. With its ability to handle copper busbar bending, punching, and cutting in a single setup, this integrated busbar fabrication machine delivers precision and consistency that separate stations simply cannot match. By adopting advanced busbar machinery, manufacturers can improve throughput, meet international standards, and reduce total cost of ownership across every stage of the busbar processing workflow.