
What Goes Wrong When Enclosure Corners Are Formed Incorrectly
Across the field of corner former machine manufacturers for electrical enclosures, the failure modes look remarkably similar regardless of brand. The corner former vs press brake enclosure question often comes up when shops first hit IP-rating issues — and corner cracking is the failure that hides. Over-bending or running the wrong radius for the material thickness creates micro-cracking at the corner that is invisible to the eye but becomes a stress concentration and corrosion initiation point in the finished enclosure. IP sealing failure follows close behind: inconsistent corner radius or distortion stops the gasket channel from maintaining uniform compression, and the assembly fails the IP54, IP65, or IP66 ingress test even with correctly specified gaskets.
Paint and coating adhesion takes the next hit. Sharp unbent corners and surface distortion at the fold line create powder-coat failure points that crack or peel under thermal cycling. Dimensional inconsistency from manual or underpowered equipment produces corner-to-corner variation across a batch — panels no longer stack, mount, or mate cleanly to DIN rail and standard mounting plates. Each of these failures triggers grinding, filling, or weld rework that adds 20–45 minutes per enclosure at production labour rates.
To learn more about the features and benefits of the Corner Former Machine, you can visit one of the most innovative products we offer.
| Failure Mode | Root Cause | Production Consequence |
|---|---|---|
| Corner cracking | Wrong radius or excess force | Structural weakness, corrosion |
| IP seal failure | Inconsistent corner geometry | Failed IP ingress test |
| Paint delamination | Surface distortion at fold line | Rework before coating |
| Dimensional variation | Underpowered or manual equipment | Assembly and stacking issues |
| Gasket channel distortion | Incorrect forming sequence | Re-gasket or scrap enclosure |
You can check this page for more examples, explanations, and related technical resources.
What Specifications Determine Corner Former Machine Quality for Enclosure Fabrication
Any candidate sheet metal corner former should clear the bar set out below.
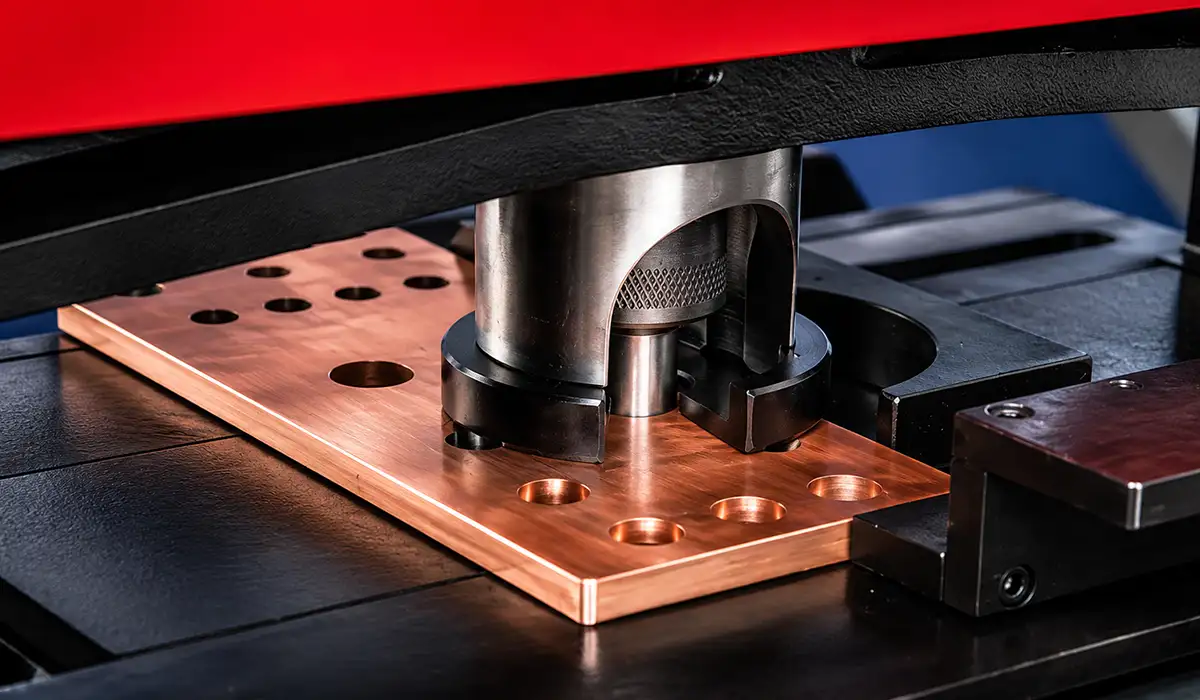
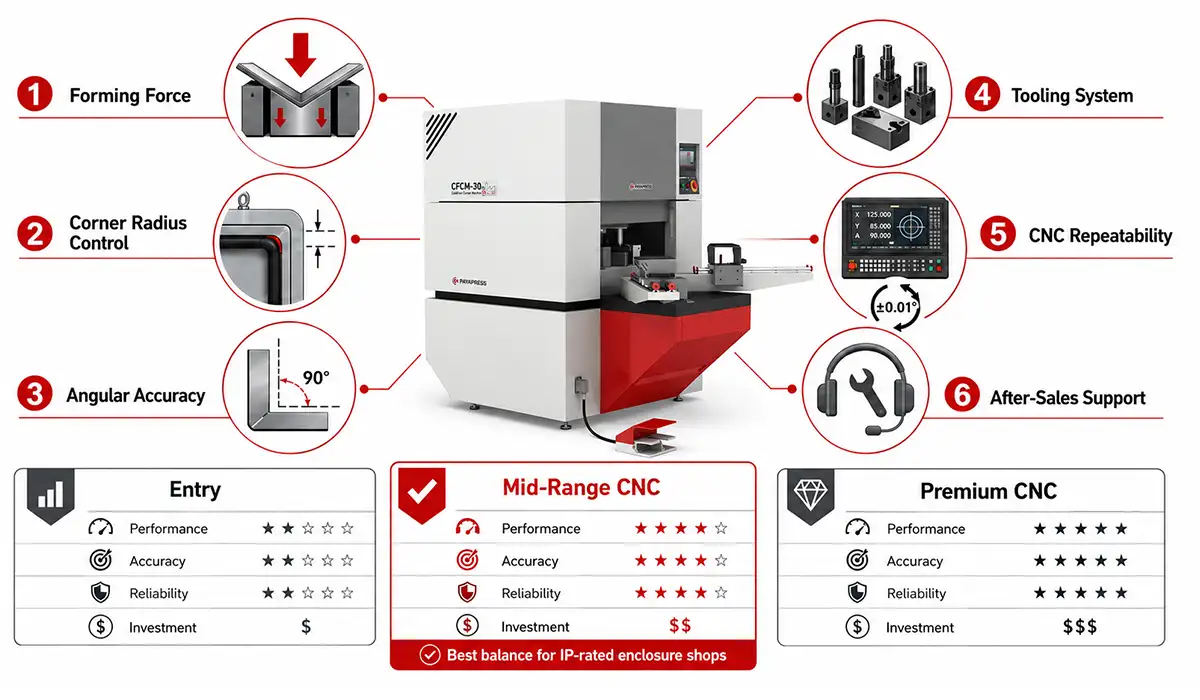
Forming force and material capacity. Confirm rated forming force in kN at the buyer’s typical material thickness — mild steel DC01/DC04, stainless 304/316, and aluminium all need different force at the same gauge. Most electrical enclosure work runs 1.0–3.0 mm sheet; confirm rated capacity across that band, not just peak single-cycle force. Stainless requires roughly 40–60% more force than mild steel at equal thickness.
Corner radius control. Corner radius drives gasket compression and IP performance. Typical enclosure designs call for R1.5 to R3.0 mm. Demand documented radius tolerance — ±0.2 mm or better for IP-rated work — verified on production samples, not catalogue claims.
Angular accuracy. Corner angle must be 90.0° ±0.3° for enclosure panels to assemble without gap or interference at mating faces. Machines without angle feedback or positive mechanical stops produce angle drift that accumulates: 0.5° per corner becomes 2° total at final assembly.
Tooling system. Tooling profile determines corner radius and material flow. Confirm tooling availability for every material type and thickness in the production range. Proprietary single-source tooling is a supply-chain risk over a 10–15 year service life. Tooling changeover time matters at scale.
Automation and repeatability. Manual machines are operator-dependent. CNC or positive-stop systems deliver batch-to-batch consistency that manual equipment cannot match. Above 30 enclosures per day, CNC control with programmable depth stop is the practical minimum. For switchgear enclosure corner bending in particular, a CNC corner former enclosure platform is the production-grade choice.
Footprint and integration. Bench units through floor-standing production machines occupy different footprints and demand different supply. Integration with upstream blanking, notching, and press brake lines drives total enclosure cycle time.
Common buyer mistakes. Testing only on mild steel and then deploying on stainless production. Accepting catalogue radius claims without measured verification. Skipping a 20-piece angular consistency run before purchase. Ignoring tooling cost and lead time in the TCO calculation.
You can explore this trusted reference on bend radius, material flow, and forming force calculations applicable to enclosure fabrication.
Price Tiers — What Corner Former Budgets Actually Deliver for Enclosure Fabrication
The current corner former machine price ranges below are market estimates for an electrical panel enclosure fabrication machine in this category — verify against quotations, as pricing shifts with currency, tariffs, and supply chain conditions.
The entry tier runs roughly $20,000–$25,000 USD: manual or basic hydraulic bench-mounted units with operator-dependent angle consistency, typically ±0.5–1°. It suits low-volume enclosure repair, prototype fabrication, and workshops producing fewer than 10 enclosures per day. It breaks down at IP-rated production, stainless steel, or any meaningful batch volume — rework cost accumulates fast above 15–20 enclosures per day.
The mid-range tier sits at approximately $48,000–$55,000 USD: hydraulic or mechanical platforms with positive angle stop and often CNC depth control, ±0.3° or better with correct setup. It suits panel shops producing 10–60 enclosures per day across mild steel and aluminium at standard thicknesses, and represents the best price-to-quality intersection for most fabricators producing IP-rated work.
The premium tier runs $45,000–$120,000+ USD: full CNC with programmable depth and angle, multi-material capability including stainless at full production speed, and ±0.1–0.2° angular consistency across batches. It belongs in high-volume enclosure production, stainless and specialty material lines, and type-tested series fabrication.
| Tier | Price Range (USD) | Angle Accuracy | Daily Volume | Best For |
|---|---|---|---|---|
| Entry | $30,000–$35,000 | ±0.5–1° | <10/day | Prototypes, low volume |
| Mid-range | $48,000–$55,000 | ±0.3° | 10–60/day | Enclosure panel shops |
| Premium | $60,000–$120,000+ | ±0.1–0.2° | 60+/day | High-volume, stainless |
For readers who want more technical depth, this industry association reference for calibrating capital equipment budget expectations on sheet metal fabrication machines is a useful starting point.
Corner Former Machine Manufacturers for Electrical Enclosures — A Factual Comparison
Reference: Thomasnet — Industrial supplier directory — Independent industrial supplier directory useful for verifying current distribution and US service coverage.
The summaries below are equal-depth profiles intended for shortlisting only. Listed alphabetically to avoid implying ranking. The shortlist below covers corner former for control panels and full switchgear cabinet production alike. Verify model availability, specifications, and regional service directly with each supplier — these change.
PAYAPRESS (International). PAYAPRESS manufactures corner former machines for electrical enclosure fabrication, used to form sheet metal corners in switchgear and control panel box production. Specification details — forming force, material thickness range, angular accuracy, and regional distribution and after-sales support — should be confirmed directly with PAYAPRESS before purchase.
For further information about PAYAPRESS products, you can visit the Sheet Metal Machine page.
Jorns (Switzerland). Jorns manufactures precision folding machines relevant to electrical enclosure and control cabinet fabrication, known for angular accuracy on thin to medium gauge sheet metal. Positioned at upper mid-range to premium. Confirm current corner former specific capability, regional distribution, and pricing directly with the supplier.
RAS (Germany). RAS manufactures folding machines and corner forming equipment used in sheet metal enclosure production. Their range spans mid-range to premium and includes products positioned for control cabinet and enclosure fabrication. Confirm current model specifications, pricing, and regional distributor availability before purchase.
Salvagnini (Italy). Salvagnini produces panel bending and corner forming systems used in electrical enclosure and switchgear cabinet fabrication. Automated panel bender systems are relevant to high-volume enclosure producers. Premium tier positioning. Confirm current product range applicable to electrical enclosure corner forming and regional service coverage.
Trumpf (Germany). Trumpf manufactures sheet metal fabrication systems including corner forming solutions relevant to enclosure production. Equipment is positioned at the premium industrial tier and is widely used in high-volume enclosure manufacturing, with strong software integration to upstream laser and punch systems. Confirm current corner former specific model range, pricing, and regional distribution before shortlisting.
For broader context, this Independent industrial supplier directory is useful for verifying current distribution and US service coverage and can help you continue your research.
Performance Comparison — Corner Former Machine Impact on Enclosure Fabrication Quality and Cost
The figures below are a clearly labelled hypothetical illustration — replace with verified production data before publishing. Scenario: an electrical enclosure fabricator running 40 enclosures per day in mild steel DC01 at 1.5 mm, finished to IP65 with powder coat. Labour rate assumed at $35/hr.
| Metric (hypothetical) | Entry Machine | Mid-Range CNC | Premium CNC |
|---|---|---|---|
| Corner angle variation (°) | ±0.8 | ±0.25 | ±0.1 |
| IP ingress test pass rate | 74% | 96% | 99% |
| Rework rate (grinding/filling) | 28% | 4% | 0.8% |
| Avg. rework time per enclosure | 35 min | 8 min | 2 min |
| Monthly rework cost (USD) | $5,880 | $840 | $168 |
| Annual rework cost (USD) | $70,560 | $10,080 | $2,016 |
The pattern matters more than the specific figures. A corner notching machine for enclosures upstream of the former also contributes to corner quality, but the former itself sets the ceiling. The annual rework gap between entry and mid-range alone covers the upgrade case for most IP-rated shops. The gap from mid-range to premium narrows but stays meaningful above 60 enclosures per day.
For additional technical context, peer-reviewed research library on manufacturing tolerance impact in electrical assembly and enclosure production refer to this external reference page.
Implementation — How to Evaluate and Buy the Right Corner Former for Electrical Enclosure Production
A clean procurement sequence on panel enclosure fabrication equipment prevents an expensive purchase mistake. How to choose a corner former machine starts with discipline before catalogues. First, define production requirements before contacting any supplier: maximum sheet thickness in mm, material types (mild steel, stainless, aluminium), daily enclosure volume, required corner radius in mm, and the IP rating of the finished enclosures. Second, set non-negotiable minimum specifications — corner angle accuracy ±0.3° for IP65+ work, radius tolerance ±0.2 mm, and confirmed capacity at the maximum material thickness and type, not just mild steel. Third, confirm workshop footprint and power supply before shortlisting; floor-standing production machines need three-phase supply and defined floor area. Fourth, request written technical specification sheets from at least three suppliers and demand production-run tolerance data, not single-sample figures. Fifth, test each shortlisted machine on the buyer’s own material specification — bring sample sheet in the standard thickness and grade to any demonstration. Sixth, produce a 20-piece test run on each candidate and measure corner angle and radius consistency across all pieces. Seventh, request the full tooling catalogue with pricing and lead times, confirming availability for every material in the production range. Eighth, compare shortlisted machines on total three-year cost of ownership — purchase plus tooling plus service plus estimated rework reduction — not purchase price alone.
For a comprehensive understanding of cold forming machine price, we highly recommend reviewing this article.
Visit the Society for Maintenance and Reliability Professionals reference on structured industrial equipment procurement to better understand the background, standards, and practical use cases.
Conclusion Best Corner Former Machine Manufacturers
Choosing the right sheet metal enclosure manufacturer equipment is a quality decision first and a cost decision second. IP rating integrity, gasket seating, and paint adhesion all depend on consistent corner geometry that entry-level machines cannot reliably deliver at production volume. For shops producing IP-rated enclosures at 20 or more per day, a mid-range CNC corner former delivers the angle consistency and radius control entry equipment cannot match. Rework savings typically recover the price difference inside 12–18 months. Evaluate on documented production-run accuracy, tooling availability, and after-sales support. Request technical specification sheets, production test opportunities, and tooling price lists from Cidan, Jorns, PAYAPRESS, RAS, Salvagnini, and Trumpf, and compare on total production cost.