



Prefer listening? You can play the audio version of the rest of this article below.
What Is a Metal Bending Machine? Definition, Function, and Industrial Uses
A metal bending machine is industrial forming equipment that applies controlled force, rotation, or guided tooling to deform a metal workpiece into a specified angle, radius, curve, or profile — without cutting it apart. In short, a metal bending machine reshapes flat sheet, plate, pipe, tube, wire, or structural profile through plastic deformation, producing parts that would otherwise require multiple cuts and welds.
If you are looking for more information about metal bending machine selection, it is recommended not to miss reading Metal Bending Machine Selection Guide.
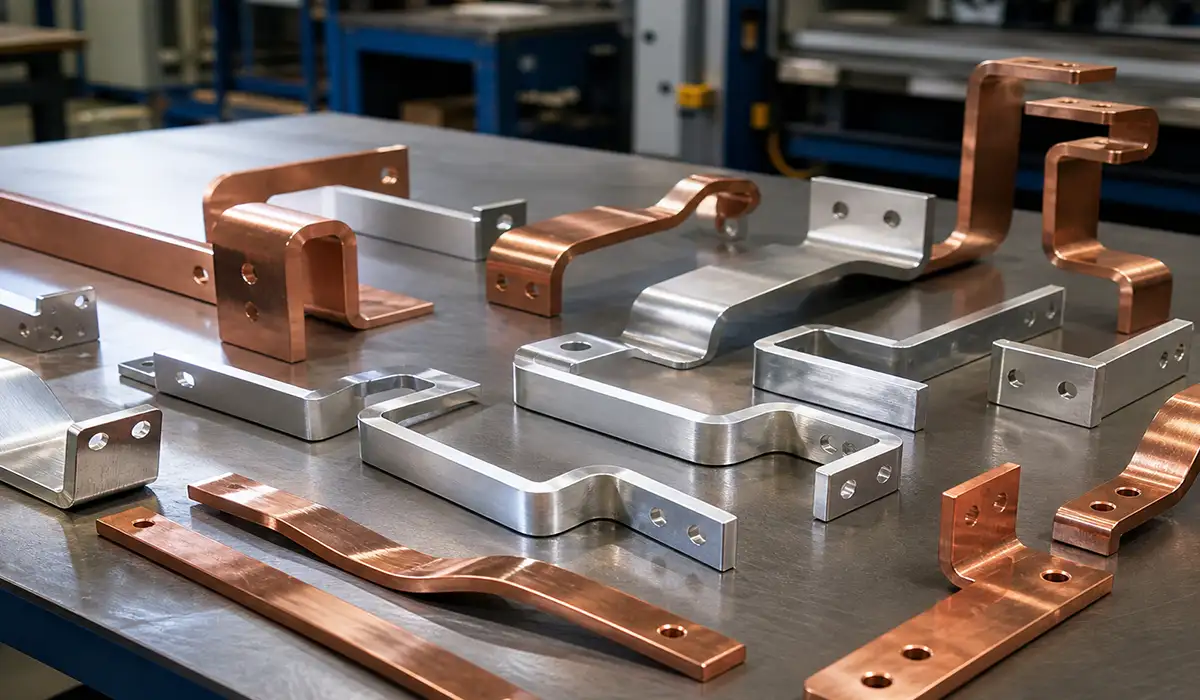
So what is a bending machine used for in practical industrial terms? Shops use metal bending machines to produce:
- Brackets, enclosures, and electrical panels
- Frames, rails, and structural supports
- Cylinders, tanks, and pressure vessel shells
- Elbows, exhaust pipes, and fluid lines
- Ducts, facade panels, and HVAC components
A metal bending machine can press, fold, roll, stretch, round, or punch the workpiece depending on its type. As a result, modern bending systems support sheet metal fabrication across manufacturing, construction, automotive, oil and gas, aviation, shipbuilding, HVAC, and appliance production — making metal bending machines one of the most essential categories of equipment on any fabrication shop floor.
How Does a Metal Bending Machine Work? The Physics of Plastic Deformation
To understand how a metal bending machine works, it helps to start with the physics. Every bending operation is built on a single principle: the machine must apply enough force to push the metal past its yield point — the threshold beyond which the material deforms permanently rather than springing back to its original shape.
The bending process unfolds in three stages:
- Elastic deformation — The machine applies initial pressure. The metal flexes but would still return to its original shape if the force were released.
- Plastic deformation — Once the yield point is exceeded, the material’s internal grain structure rearranges permanently. The outer fibers stretch (tension), the inner fibers compress, and the workpiece holds its new angle.
- Springback compensation — After force is removed, the metal partially recovers its elasticity, returning slightly toward flat. A well-designed metal bending machine overbends the workpiece by a calculated amount so the final geometry matches the target angle.
Different machine types deliver this force differently. A press brake drives a punch into a V-die. A pipe bending machine rotates the workpiece around a fixed die. A plate rolling machine pulls plate between three or four rollers. A wire bender feeds and rotates wire under servo control. In every case, the bending machine’s core job is the same: exceed yield, control springback, and hold tolerance across repeated parts.
Modern CNC bending systems automate this entire sequence — measuring material properties, calculating overbend, adjusting backgauge position, and verifying angle in real time — which is why CNC machines dominate high-volume metal forming today.
Further exploration of 3 in 1 busbar processing machine can be found in the following recommended reading.
The Evolution of Metal Bending Machines: From Hand Forging to CNC Bending Systems
Metal bending started with manual force. In the Bronze Age and early ironworking periods, workers shaped metal with hammers, anvils, heat, and basic fixtures. Then the Industrial Revolution changed sheet metal processing. John Wilkinson’s reversing rolling mill at the end of the 18th century helped mechanize sheet production, which made more consistent bending possible.
By around 1875, workshops used the first “sheet metal bending brakes,” also called folding benches. These tools replaced pure hand forming with guided mechanical leverage. Later, hydraulic cylinders increased bending force and reduced operator strain. Electrification then improved speed and control. By the mid-20th century, numerical control entered metalworking machinery. During the 1980s and 1990s, the CNC press brake became a shop-floor standard. Today, fully automated double bending systems combine computer numerical control, sensors, automatic tool handling, and offline programming. Today, fully automated double bending systems combine computer numerical control, sensors, automatic tool handling, and offline programming, making modern bending systems faster, more accurate, and more autonomous than at any point in metal-forming history.
| Era | Milestone | |
| ~1875 | First sheet metal bending brakes, or “folding benches” | |
| Late 1800s | Hydraulic cylinders introduced to drive bending tools | |
| Early 20th century | Electrification and basic control systems | |
| Mid 20th century | NC technology applied to forming equipment | |
| 1980s–1990s | CNC press brakes become industry standard | |
| 2000s–present | Fully automated, sensor-assisted bending systems | |
For a comprehensive understanding of types of industrial control systems that drive modern CNC bending automation, we highly recommend reviewing Types of Industrial Control Systems.
Key Components of a Metal Bending Machine: Tooling That Defines Bend Quality
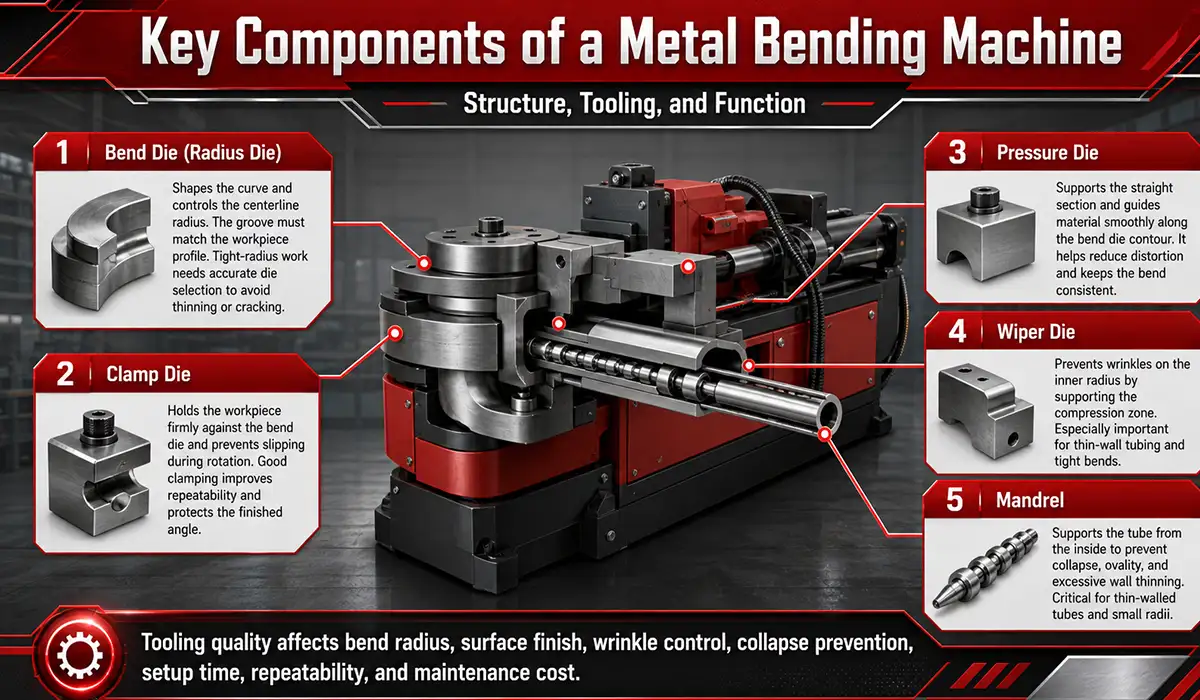
Every metal bending machine — whether a press brake, tube bender, or panel folder — relies on a tooling stack that determines bend quality far more than headline specs like tonnage or bed length. Buyers comparing metal bending machines should look past frame size and focus on the five components that decide whether a finished part passes inspection: the bend die, clamp die, pressure die, wiper die, and mandrel. Each component plays a specific role in controlling radius accuracy, surface finish, wrinkle prevention, and tube collapse — and weakness in any one of them undermines the performance of the entire bending system.
Bend Die (Radius Die): The Core Tool That Shapes Every Curve
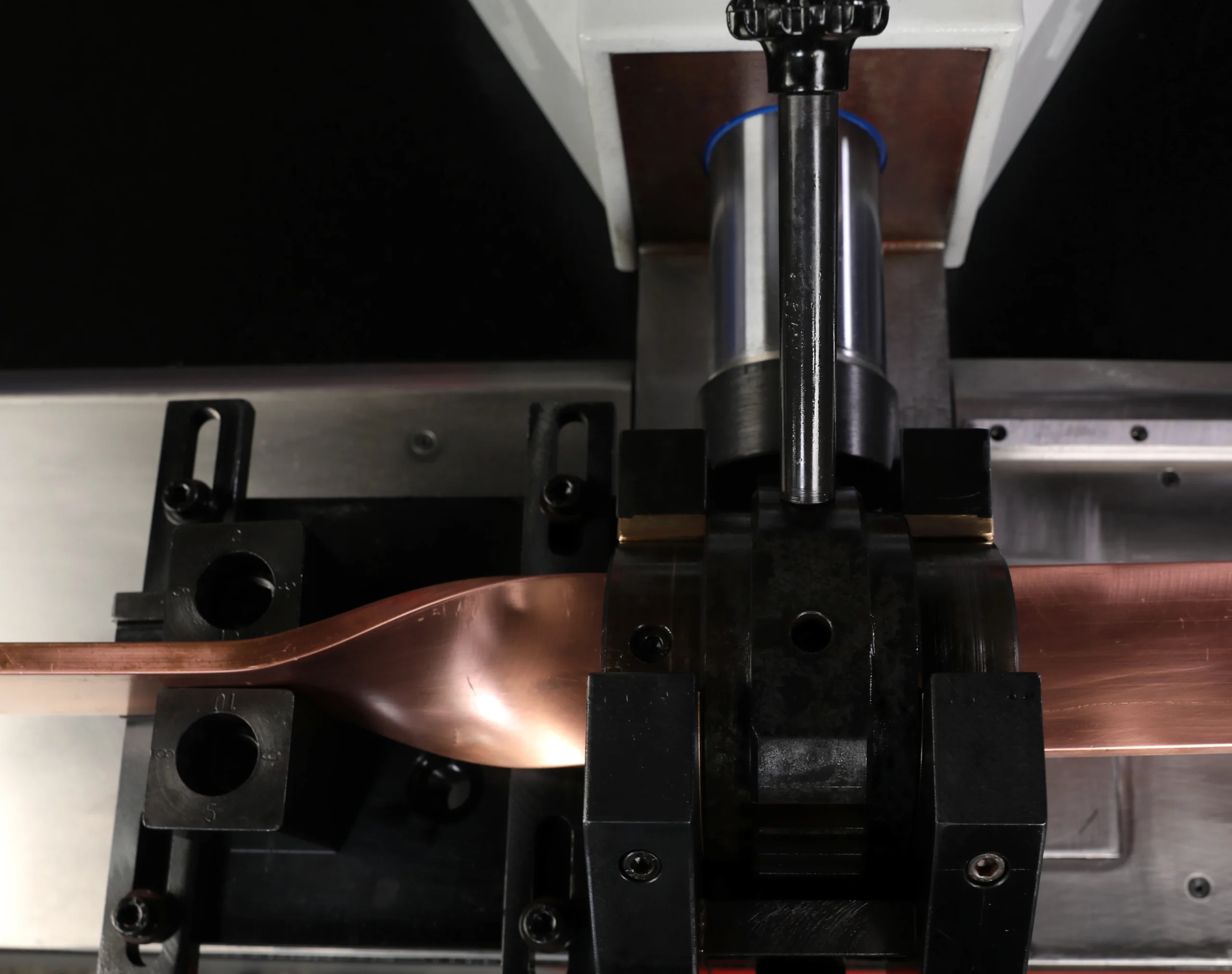
The bend die, also called the radius die, controls the centerline radius of the bend. In rotary draw bending, the tube or pipe wraps around this die as the machine rotates the tooling. The die groove must match the workpiece profile. If the radius is too small for the material, the outside wall may thin or crack. Therefore, tight-radius work needs accurate die selection.
Clamp Die: How the Machine Prevents Slipping During Bending
The clamp die holds the workpiece against the bend die. It prevents slipping as the bending arm starts rotation. This function matters most when the material has high strength or a polished surface. For example, stainless steel pipe can slide if clamp pressure, grip length, or groove contact is poor. Good clamping improves repeatability and protects the finished angle.
Pressure Die: Ensuring Smooth and Consistent Bend Contour
The pressure die supports the straight section of the tube and guides it along the bend die contour. Think of it as a steady hand that keeps the material moving smoothly instead of dragging or twisting. It does not define the radius alone. However, it controls contact pressure and reduces distortion, so the final bend remains consistent.
Wiper Die: Preventing Inner-Radius Wrinkles on Thin Material
The wiper die sits just behind the tangent point of the bend die. Its main job is to prevent wrinkles on the inner radius. During tight bends, the inside wall compresses and can buckle. The wiper die supports that compression zone. Thin-wall tubing, cosmetic parts, and aerospace-style tube work often need a well-fitted wiper die.
Mandrel: Internal Support That Prevents Tube Collapse and Ovality
A mandrel supports the tube from the inside during bending. It prevents collapse, ovality, and excessive wall thinning. Mandrels become critical when bending thin-walled tubes or small radii. For example, an exhaust tube with a tight bend may flatten without internal support. Correct mandrel position, surface finish, and lubrication reduce drag and improve part quality.
| Component | Function | Critical for |
| Bend Die | Shapes the bend radius | Precision radius work |
| Clamp Die | Holds tube against bend die | Slip prevention |
| Pressure Die | Ensures even contour follow | Consistent bends |
| Wiper Die | Prevents inner-radius wrinkles | Thin material work |
| Mandrel | Prevents tube collapse | Small-radius bending |
Further exploration of how to achieve minimum bend radii and control springback in copper busbar bending can be found in the following recommended reading: Bending Copper Busbar.
The 7 Main Types of Metal Bending Machines and Their Applications
Not all metal bending machines solve the same fabrication problem. The right type depends on material form (sheet, plate, pipe, profile, or wire), thickness, production volume, part geometry, and tolerance requirements. Below is a complete breakdown of the seven main types of metal bending machines used in modern fabrication — covering how each one works, what materials it handles best, and which industries rely on it. Use this section to match machine type to your real part mix before comparing brands, tonnage, or price.
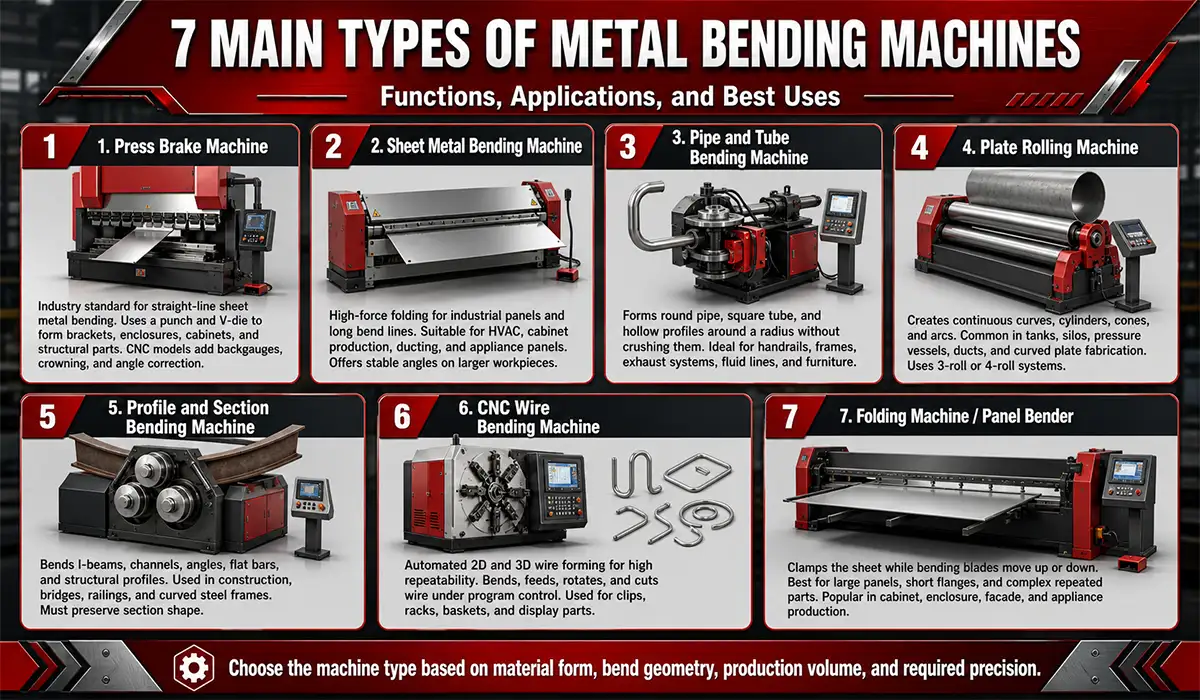
1. Press Brake Machine — The Most Common Metal Bending Machine for Sheet Work
The press brake is the most common metal bending machine in fabrication shops worldwide. It forms sheet metal by driving an upper punch into a lower V-die under controlled force, producing crisp straight-line bends in brackets, channels, covers, electrical enclosures, cabinets, and structural parts.
Two configurations dominate the market:
- Hydraulic press brake — Delivers high force, broad material capacity, and lower upfront cost. Ideal for job shops and mixed work.
- CNC press brake — Adds programmable backgauges, stored bend sequences, automatic crowning, and real-time angle correction. Best for high-volume and tight-tolerance production.
Press brakes handle steel, stainless steel, aluminum, and copper with repeatable results, which is why buyers searching for the best metal bending machine for sheet metal almost always start with the press brake. For parts that require crisp angles rather than rolled curves, no other bending machine type matches its versatility-to-cost ratio.
This article serves as a valuable resource for those seeking detailed information on the differences between a bending press and a press brake: Bending Press vs Press Brake.
2. Sheet Metal Bending Machine — High-Force Folding for Industrial Panels
A sheet metal bending machine is purpose-built to shape flat sheet into specific industrial profiles using a workbench, lower die, punch, clamping shaft, and folding arm. Unlike a small manual sheet metal brake, an industrial sheet metal bending machine applies higher and more controlled force, which lets it process larger workpieces and maintain stable bend angles across long bend lines.
These metal bending machines serve HVAC, cabinet production, appliance panels, ducting, and general fabrication. They also reduce cutting and welding because a single folded blank can replace several joined pieces. However, the machine must match sheet width, material strength, and thickness — a light sheet bender will not handle heavy plate without deflection, poor angle control, or premature tooling wear.
3. Pipe and Tube Bending Machine — Precision Forming for Round and Hollow Profiles
A pipe bending machine forms round pipe, square tube, rectangular profiles, and sometimes special sections. It can process stainless steel, iron, copper, aluminum, titanium, carbon steel, and other ductile metals. Many tube bender systems also support swaging, flaring, crimping, or end forming when configured with auxiliary tooling.
The main comparison is pipe bending machine vs press brake. A press brake bends flat sheet along a straight line. A pipe or tube bending machine controls a hollow profile around a radius without crushing it. This makes it essential for handrails, frames, exhaust systems, fluid lines, furniture, bridges, highways, railway infrastructure, and building services. Mandrel bending improves results when the tube wall is thin or the radius is tight.
If you are looking for more information about custom bending solutions for busbar machines, it is recommended not to miss reading A Custom Bending Solution for Busbar Machine.
4. Plate Rolling Machine — Continuous Curvature for Cylinders and Pressure Vessels
A plate rolling machine forms flat plate into cylinders, cones, arcs, and large-radius curves. Many machines use a pyramid or three-roll structure, while four-roll systems add faster clamping and prebending. The top roller or side rollers adjust position to control curvature. This makes the method different from press braking, which creates localized bends.
The plate rolling machine vs press brake difference matters in tank, silo, duct, pressure vessel, and structural fabrication. A press brake creates angled bends. A roll bending machine creates continuous curvature. Some machines include double-sided pre-clamping to reduce flat ends and improve productivity. Therefore, plate rollers suit cylindrical shells, curved panels, and heavy plate components.
5. Profile and Section Bending Machine — Forming I-Beams, Channels & Structural Steel
A profile bending machine, or section bending machine, bends structural profiles instead of flat sheet. It handles I-beams, H-beams, channels, angles, flat bars, square tubes, round tubes, and special extrusions. The machine usually uses three driven rolls that apply pressure while rotating the profile.
This equipment supports construction, heavy industry, architectural steelwork, railings, greenhouse structures, bridges, and curved frames. The key challenge is preserving the section’s load-bearing shape. Poor tooling can twist the profile, distort flanges, or mark the surface. Therefore, buyers must check section modulus, minimum radius, roll tooling, drive torque, and whether the machine can bend “easy way” and “hard way.”
6. 6. CNC Wire Bending Machine — Automated 2D and 3D Wire Forming
A wire bending machine forms wire, rod, or strip into 2D and 3D shapes. CNC versions feed wire from coils or cut-to-length bars, straighten it, bend it, and cut it under program control. Servo axes control bend angle, feed length, rotation, and tool movement.
This CNC bending machine type suits furniture parts, automotive clips, appliance racks, spring production, display stands, wire baskets, and HVAC components. It also supports short runs because operators can store and recall programs. Compared with manual jigs, CNC wire forming improves repeatability and reduces trial-and-error setup. However, wire diameter, tensile strength, bend radius, and surface marking still limit machine selection.
7. Folding Machine and Panel Bender — High-Volume Sheet Forming
A metal folding machine, often called a panel bender, forms sheet by clamping the panel while bending blades move up or down. This differs from a press brake, where the ram drives a punch into a die. Panel bending works well for large panels, short flanges, narrow profiles, and complex parts that need many bends.
A panel bender fits high-volume enclosure, facade, cabinet, HVAC, and appliance production. It reduces operator handling and improves consistency when the same part repeats often. However, it may cost more than a simple press brake and may need part designs that suit automated folding. For that reason, shops should compare part family, batch size, and changeover needs before buying.
For a comprehensive understanding of the role of busbar bending machines in electrical panels, we highly recommend reviewing Busbar Bending Machines in Electrical Panels.
| Machine type | Best for | Material | Drive system |
| Press Brake | Bulk sheet metal parts | Steel, aluminum | Hydraulic / CNC |
| Sheet Metal Bender | Large sheet profiles | Sheet metal | Hydraulic |
| Pipe Bending Machine | Pipes, tubes, profiles | Most ductile metals | Hydraulic / CNC |
| Plate Rolling Machine | Cylinders, curved plates | Thick plate | Mechanical / Hydraulic |
| Profile Bender | I-beams, channels, angles | Structural steel | Hydraulic |
| Wire Bending Machine | Wire forms, springs | Wire / thin rod | CNC servo |
| Folding / Panel Bender | High-volume panel production | Sheet metal | CNC automated |
Hydraulic vs CNC Metal Bending Machine: Which Drive System Should You Choose?
The question hydraulic vs CNC bending machine usually compares force simplicity against programmable precision. A hydraulic bending machine uses fluid power to move the ram, roller, or tooling. It gives strong forming force, handles varied materials, and often costs less upfront. However, operators must manage more setup steps, manual adjustments, and bend corrections.
A CNC bending machine uses programmed instructions, motorized axes, backgauge movement, and stored bend sequences. This reduces setup time and improves repeatability, especially for repeat orders. CNC systems also help with CNC bending machine for steel and aluminum because operators can store separate material programs and springback compensation values. However, CNC equipment costs more, needs cleaner maintenance discipline, and may require trained programming support.
For low-volume, high-variety repair or job-shop work, hydraulic equipment can deliver practical value. For high-volume production, tight tolerances, and complex multi-bend parts, CNC automation usually lowers cost per part through faster setup, fewer rejects, and repeatable angle control.
| Criteria | Hydraulic bending machine | CNC bending machine |
| Precision | Good | Excellent, depending on tooling and calibration |
| Automation | Semi-automatic | Fully programmable |
| Setup time | Manual adjustment | Quick program recall |
| Initial cost | Lower | Higher |
| Ideal for | Job shops, varied work | High-volume, repeat orders |
| Material range | Wide | Wide |
| Operator skill needed | Moderate | Lower after programming |
Further exploration of flow measurement methods used in hydraulic systems can be found in the following recommended reading: Flow Measurement Methods.
Industrial Applications of Metal Bending Machines Across Key Manufacturing Sectors
Industrial bending equipment supports both heavy fabrication and precision manufacturing. Automotive plants use press brakes, tube benders, and roll forming systems for chassis parts, body panels, brackets, seat frames, and exhaust pipes. Construction shops form structural beams, railings, ductwork, facade panels, and roof elements. Aerospace and aviation suppliers use controlled bending for ducting, tube assemblies, brackets, and fuselage-related components.
Key user industries include:
- Automotive
- Construction
- Aerospace and aviation
- Oil and gas
- Shipbuilding
- Light manufacturing
Oil and gas fabricators use pipe benders and plate rollers for pipelines, skid frames, and pressure vessel shells. Shipyards form hull plates, pipe systems, ladders, and structural stiffeners. Meanwhile, light manufacturing uses sheet benders and panel benders for furniture, appliances, enclosures, display fixtures, and cabinets. In each sector, good bend quality reduces welding time, assembly error, rework, and material waste.
How Do I Choose the Right Metal Bending Machine? A Practical Buyer’s Guide
The best way to choose the right metal bending machine starts with your part, not the catalog. Before reviewing brands or tonnage, define the six specifications that drive every successful purchase decision:
- Thickest material you’ll bend in real production (not the easiest job)
- Longest bend length required across your part mix
- Smallest bend radius the geometry demands
- Angle tolerance your customers expect
- Batch size and production volume per job
- Available floor space and material handling clearance
Once those six numbers are locked in, you can confidently compare metal bending machine capacity, tooling options, drive system (hydraulic vs CNC), control level, safety package, service support, and total cost of ownership. Skipping this step is the single most common reason buyers overspend on capability they don’t need — or underspend and outgrow the machine within 18 months.
Material Type and Thickness: Sizing the Machine for Your Worst Realistic Job
Start with the metals your workshop bends most often. Mild steel, stainless steel, aluminum, copper, titanium, and carbon steel behave differently. Thickness and tensile strength determine tonnage, frame size, tooling load, and springback. A shop bending thin aluminum panels needs a different setup than one bending thick stainless plate. Always size for the worst realistic job, not the easiest part.
Bend Radius and Angle Requirements: Matching the Method to the Geometry
Tight radii demand better tooling and more control. Tubes may need mandrel bending. Sheets may need accurate punch and die tooling, crowning, and angle correction. Wide radii often fit roll bending or plate rolling better than press braking. Also check whether the part needs air bending, bottoming, coining, rotary draw bending, or continuous rolling. Each method controls springback differently.
If you are looking for more information about hitting minimum radii and controlling springback, it is recommended not to miss reading Bending Copper Busbar: How to Hit Minimum Radii, Avoid Marks, and Control Springback.
Production Volume: When Hydraulic Flexibility Beats CNC Automation and Vice Versa
Low-volume shops often need flexibility more than automation. A hydraulic press brake may suit varied jobs, repair work, and mixed materials. High-volume shops benefit from CNC controls, automatic backgauges, stored programs, and panel bending automation. Repeat orders reward faster setup. Complex part families also reward offline programming and tool libraries because they reduce trial bends and operator dependency.
Available Floor Space and Total Budget: Beyond the Machine Price Tag
Large plate rollers, profile benders, and long-bed press brakes require serious floor space, material handling clearance, foundation planning, and safe loading zones. Budget must include tooling, installation, operator training, electrical work, hydraulic maintenance, software, spare parts, and future service. A cheaper machine with poor tooling can cost more per part than a stronger machine with fast setup and stable support.
Metal Bending Machine Safety Rules and Preventive Maintenance Checklist
Safety starts with controlled access to pinch points. Operators should wear proper PPE, keep hands out of the forming zone, use guards or presence-sensing devices, and avoid unsafe foot-pedal habits. Large sheets can lift or swing during forming, so safe positioning matters as much as the control system. Maintenance also protects accuracy. Worn dies, dirty tooling, low hydraulic fluid, and misaligned backgauges cause defects before they cause breakdowns.
Key maintenance actions include:
- Inspect bend dies and clamp dies for wear or cracks before each shift.
- Lubricate mandrels and bending tools with suitable drawing oil.
- Check hydraulic fluid levels and hose condition weekly.
- Recalibrate CNC back-stop systems after tool changes.
- Clear chips and debris from the working area after each run.
- Schedule professional servicing every 6–12 months.
Conclusion: Selecting the Right Bending Machine Is a Strategic Production Decision
Choosing the right bending machine is a strategic production decision, not only a purchase decision. The best choice depends on material type, thickness, bend radius, angle tolerance, production volume, floor space, tooling needs, and budget. A metal bending machine that fits your real part mix can reduce scrap, shorten setup time, improve repeatability, and protect long-term margins. Before buying, compare the machine type, control system, tooling package, after-sales support, and total cost of ownership. To move from research to specification, review the product catalog, request a technical quote, or speak with a bending specialist about your material, part drawings, and production targets.
This article serves as a valuable resource for those seeking detailed information on metal bending machine selection criteria: Metal Bending Machine Selection Guide.
Conclusion: Choosing the Right Metal Bending Machine Is a Strategic Investment
PAYAPRESS offers industrial busbar machines designed for manufacturers that need accuracy, repeatability, and faster production in electrical panel and power distribution projects. In addition to precise bending, PAYAPRESS provides 3-in-1 busbar processing machines that can perform bending, punching, and cutting operations on copper and aluminum busbars, helping workshops reduce handling time, improve workflow, and complete multiple fabrication steps on one machine. For buyers who want to compare available models, technical capacities, and automation options, the next step is to visit the PAYAPRESS product pages and request more information based on their busbar size, production volume, and required bending performance.
Frequently Asked Questions About Metal Bending Machines
What Is a Bending Machine Used For in Industrial Fabrication?
It shapes metal materials into precise angles, curves, profiles, or cylindrical forms. Shops use it for sheets, pipes, tubes, plates, wires, and structural sections. Common outputs include brackets, enclosures, frames, ducts, tanks, exhaust parts, railings, and pressure vessel shells for manufacturing, construction, automotive, aerospace, and oil and gas work.
What Is the Difference Between a Press Brake and a Bending Machine?
A press brake is one specific type of forming machine. It bends sheet metal with punch-and-die tooling, usually along a straight line. The broader category includes press brakes, pipe benders, tube benders, plate rollers, profile benders, wire benders, and panel benders. Therefore, every press brake belongs to the category, but not every bending system is a press brake.
What Materials Can a Metal Bending Machine Process?
Most industrial systems process mild steel, stainless steel, aluminum, copper, titanium, carbon steel, and other ductile metals. The right setup depends on tensile strength, hardness, thickness, wall structure, and required radius. Harder or thicker materials need higher force, stronger tooling, larger frames, and more careful springback compensation.
How Does a CNC Bending Machine Improve Production Efficiency and Part Quality?
CNC control stores bend programs, backgauge positions, tooling data, and bend sequences. As a result, operators can switch jobs faster and repeat the same geometry with less manual adjustment. CNC also reduces operator error, improves consistency, supports complex multi-bend parts, and helps high-volume production maintain stable quality across shifts.
What Is Springback in Metal Bending and How Is It Managed?
Springback is the partial return of metal toward its original shape after bending force stops. It happens because metal has elastic recovery after plastic deformation. Shops manage it by overbending, selecting suitable punch and die tooling, using material-specific programs, adding CNC angle correction, or using adaptive systems that measure and compensate during production.
How Much Does an Industrial Bending Machine Cost?
Cost varies widely by tonnage, length, control system, tooling, brand, automation, and condition. Basic or used hydraulic units may start in the low five-figure range, while CNC press brakes and automated cells can rise far above $100,000. Always calculate tooling, shipping, installation, training, software, energy, maintenance, and service support before comparing quotes.



