



Industrial Wire and Cable Types: Conductors, Insulation & Voltage Classes
Industrial wire and cable is classified along three axes: conductor material, insulation type, and voltage class. Every spec sheet decision falls into one of those three categories, and a project engineer who understands all three can specify the right cable for any environment in under five minutes.
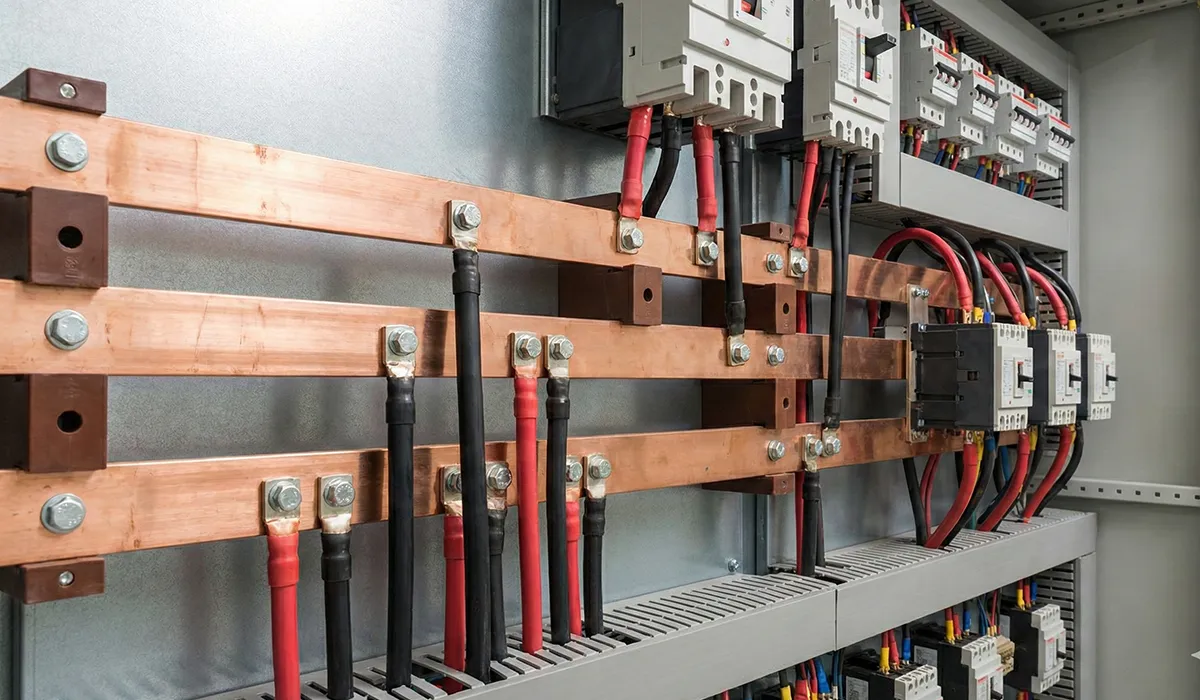
Industrial wire and cable selection is only one part of the broader subject of electrical panels and switchgear, since every conductor ultimately terminates inside a panel or distribution assembly. Understanding the fundamentals of how panels and switchgear work gives useful context before working through cable specifications. For a comprehensive overview, this article on electrical panels and switchgear is highly recommended as a starting point.
By conductor material:
| Conductor | Conductivity | Weight | Cost | Typical Industrial Use |
|---|---|---|---|---|
| Copper | ~58 MS/m (IACS 100%) | Heavier | Higher | Default for control, instrumentation, motor circuits, panels |
| Aluminum | ~36 MS/m (IACS 61%) | ~30% of copper | ~50% of copper | Long feeder runs, busways, overhead distribution |
| Tinned copper | Same as copper | Same | +10–15% | Marine, food processing, corrosive atmospheres |
By insulation type:
- PVC — economical, rated to 70°C (105°C for high-temp grades), good for general industrial environments. The default insulation for control wiring.
- XLPE (cross-linked polyethylene) — rated to 90°C continuous (250°C short-circuit), excellent dielectric strength, the standard for LV and MV power cables in harsh industrial conditions.
- EPR (ethylene propylene rubber) — highly flexible, water-resistant, the default for marine, mining, and reeling drum applications.
- Silicone rubber — rated to 180°C+, used in steel mills, glass plants, and around furnaces.
- LSZH (low smoke zero halogen) — releases minimal smoke and no toxic halogen gases during fire. Mandatory in tunnels, underground stations, ships, and many data centers.
- Armored constructions (SWA, AWA) — steel or aluminum wire armor for direct burial, cable tray, and crush-resistant applications.
- Shielded constructions (foil, braid, or combined) — for control, instrumentation, and VFD cables exposed to electromagnetic interference.
By voltage class:
- Low Voltage (LV) — up to 1 kV (IEC) or 600 V (typical North American). Final distribution, motor branch circuits, control wiring.
- Medium Voltage (MV) — 1 kV to 35 kV. Substation feeders, large motor circuits above ~200 kW, industrial distribution.
- High Voltage (HV) — above 35 kV. Transmission and primary substation work, rarely seen inside a single industrial facility.
The fastest way to get industrial wire and cable wrong is to pick from only one axis. A “copper cable” spec without insulation type and voltage class is incomplete — and that’s exactly what shows up in field installations as nuisance failures. The same logic applies to industrial cable wire used for armor or reinforcement: industrial quality steel wire in the armor layer (SWA/AWA) adds crush resistance and tensile strength that pure copper or aluminum conductors cannot provide on their own, which is why industrial steel wire specifications appear alongside conductor specifications on armored cable drawings.
Voltage class selection for industrial wire is closely tied to the broader distinction between high voltage and low voltage systems, since the boundary between these classes determines insulation thickness and clearance requirements. This article on high voltage vs low voltage explains these distinctions clearly.

How to Select Industrial Electric Wire: 6 Engineering Factors That Matter
Selecting industrial electric wire is a six-variable problem, not a four-variable one. Every variable below carries veto power: get any one badly wrong and the cable is unfit for service regardless of how the other five look.
1. Current rating (ampacity). The conductor cross-section must carry the continuous load current without exceeding the insulation’s maximum temperature rating. Use IEC 60364-5-52 tables (or NEC Article 310 in North America) for baseline ampacity, then apply derating factors for grouping, ambient temperature, and installation method. A 2.5 mm² cable rated at 24 A in free air may carry only 13–15 A when buried in a thermally insulated wall with five other circuits.
2. Voltage rating and voltage drop. The cable’s rated voltage must match the system voltage with margin. Voltage drop should stay under 3% for power circuits and 5% total to the load. On long runs (>50 m), voltage drop almost always drives conductor size — not ampacity.
3. Short-circuit withstand. The conductor cross-section must survive the available fault current for the full clearing time of the upstream protection (k²S² ≥ I²t). This is the calculation procurement teams skip most often, and it’s why fault events sometimes burn cables back to the panel.
4. Environmental exposure. Ambient temperature range, UV exposure, humidity, chemical contact, oil contamination, mechanical impact, and fire performance requirements all dictate insulation and sheath material.
5. Standards compliance. IEC 60228 (conductors), IEC 60502 (LV/MV cables), UL 44/UL 83 (North American building wire), and project-specific specifications. Non-compliant cable will not pass inspection — and won’t be insurable.
6. Application type. Power, control, instrumentation, VFD, fire-resistant, intrinsically safe (Ex/ATEX), and submersible cables are not interchangeable. The application defines the construction.
Get all six right and the cable becomes a 25–40 year asset. Get one wrong and it becomes the next maintenance call.
For more information on this topic, it is recommended that you also read article Factors to Consider When Selecting Industrial Cables.
Short-circuit withstand calculations for industrial wire depend heavily on the protective devices installed upstream, since clearing time directly governs the I²t energy the conductor must survive. Understanding how electrical switchgear components coordinate with cable protection is essential background for this calculation. This article on switchgear components provides relevant context.

Solid vs Stranded Industrial Wire: Which to Specify
The solid vs stranded choice in industrial wire is governed by IEC 60228, which defines five conductor classes — and the right class depends on whether your wire ever moves after installation.
| IEC 60228 Class | Construction | Best Industrial Use |
|---|---|---|
| Class 1 | Solid | Fixed installations only, conduit, embedded wiring |
| Class 2 | Stranded (rigid) | Fixed industrial power and control circuits — the default for panel wiring |
| Class 5 | Flexible stranded | Drag chains, cable carriers, frequent flexing, robot cables |
| Class 6 | Highly flexible | Reeling drums, continuous motion, festoon systems |
Practical rules:
- Solid (Class 1) is cheap, terminates cleanly into screw terminals, and resists pull-out — but breaks under repeated flexing. Use it in conduit and embedded wiring under 6 mm².
- Class 2 stranded is the workhorse for industrial panel wiring and feeders. Acceptable for any fixed installation up to large cross-sections.
- Class 5/6 flexible belongs on anything that moves: motor leads on vibrating equipment, drag-chain wiring, robot arms, festooned cranes. Specifying Class 2 in a drag chain is one of the most common wire failures in industrial maintenance.
If the installation will ever flex more than once a month, default to Class 5. The 15–25% extra cost is recovered the first time you avoid a wire replacement on a running line.
If this content has been beneficial, we recommend reading the article on topic solid wire for industrial for more details and precision.
Solid and stranded wire ultimately terminate into panel components that must also be correctly specified for the application. Reviewing the full range of components used inside industrial electrical panels helps ensure conductor choice and termination hardware are matched correctly. This article on industrial panel components provides a useful reference.
Industrial Electric Wire & Cable: Standards, Markings, and What to Verify Before Buying
Industrial electric wire and cable is one of the easiest products to fake — and one of the hardest to identify as fake once installed. Counterfeit and undersized cable is a documented problem in global markets, with conductor cross-sections sometimes 15–25% below nameplate. The way to protect a project is to verify standards compliance before delivery, not after.
What every spool should carry:
- Cable type designation to the relevant standard (e.g., H07V-K, NYY, N2XH, XLPE/SWA/PVC, THHN/THWN, MV-105).
- Conductor cross-section in mm² (IEC) or AWG/kcmil (ANSI).
- Voltage rating (e.g., 450/750 V for control wire, 0.6/1 kV for LV power, 6/10 kV for MV).
- Manufacturer name and country of origin.
- Approval marks — VDE, BASEC, KEMA, TÜV, UL, CSA, depending on market.
- Batch number and date of manufacture.
What to verify on delivery:
- Conductor diameter — measure with calipers and compare to IEC 60228 minimum diameters. A nominal 2.5 mm² Class 5 conductor must be 1.78 mm minimum diameter.
- Insulation thickness — IEC 60502-1 specifies minimum thickness for every cross-section and voltage class. Field measurement with a thickness gauge takes 30 seconds.
- Conductor resistance per km — IEC 60228 publishes maximum resistance for every class and cross-section. A four-wire bridge measurement on a 100 m sample exposes undersized conductors instantly.
- Test certificates — type test reports, routine test reports, factory test certificates. Insist on them; cheap suppliers can’t produce them.
Industrial electric wire and cable from a reputable manufacturer costs 15–40% more than gray-market product. Over a 30-year service life, that premium pays back many times over in avoided downtime, insurance acceptance, and fault performance.
Verifying cable quality before installation pairs naturally with verifying the switchboard or panel the cable will connect to, since both should pass independent testing before energization. Understanding the standard methods used for testing electrical switchboards helps build a complete verification checklist. This article on switchboard testing covers these methods in detail.
Industrial Wire Harness: When You Need One Instead of Individual Cables
An industrial wire harness is a pre-built assembly of multiple wires, connectors, terminals, sleeving, and protective tape designed for a specific function — typically supplied as a single drop-in unit rather than wired in the field. Wire harnesses are standard in automotive, robotics, machine tools, OEM electrical panels, and any high-volume assembly where field wiring would consume too much labor. A harness is, in effect, industrial wire management solved at the design stage rather than left to whoever wires the panel on installation day.
When an industrial wire harness wins over loose cables:
- Repeatable assembly — same harness, same fit, same routing every time. Critical for OEM equipment.
- Reduced installation time — a 200-circuit harness installs in minutes vs hours of field wiring.
- Fewer wiring errors — pre-tested at the harness shop, with continuity and hi-pot reports per unit.
- Cleaner panels — bundled, sleeved, labeled, mechanically protected.
- Lower lifetime cost at production volume, despite higher unit cost than loose wire.
- Better industrial wire management — bundled circuits are easier to trace, label, and replace than a tangle of individually routed cables added over years of plant modifications.
What to specify in a harness drawing package:
| Specification | Why It Matters |
|---|---|
| Wire type and gauge per circuit | Determines ampacity and voltage class |
| Terminal type per end | Must match destination connector or terminal block |
| Connector part numbers and pinout | Drives mating compatibility |
| Overall length and branch lengths | Defines routing and slack |
| Sleeving / loom / braid type | Environmental and mechanical protection |
| Label requirements | Identifies circuits during maintenance |
| Test requirements (continuity, hi-pot) | Quality acceptance criteria |
Industrial wire harnesses are governed in many markets by IPC/WHMA-A-620, the leading standard for cable and wire harness assembly acceptability. Specifying IPC/WHMA-A-620 Class 2 or Class 3 in a purchase order tells the manufacturer exactly what workmanship level you expect — and gives you legal basis for rejection if delivery falls short.
Industrial wire harnesses are frequently used inside motor control and automation systems, where harness routing must align with the broader control architecture. Understanding the different types of industrial control systems helps clarify how harness design fits into the overall automation strategy. This article on industrial control systems provides a comprehensive overview.
Industrial Wire Connectors: Types, Ratings & Selection
Industrial wire connectors are the most overlooked failure point in industrial wiring. A correctly sized conductor terminated into the wrong connector — or the right connector crimped incorrectly — fails faster than the cable itself ever will. No matter how well the industrial electric wire and cable was specified upstream, a poorly chosen connector undoes that work at the one point where current actually has to cross a joint. Three connector categories cover most industrial applications:
1. Crimp terminals and lugs (ring, fork, pin, blade, ferrule). The default for terminating stranded wire into screw terminals. Sized by wire cross-section and stud diameter. Must be crimped with the matching die — a 2.5 mm² ferrule crimped with a 4 mm² die is electrically loose and thermally hot within months.
2. Industrial circular and rectangular connectors (M12, M8, M23, Han-series, HARTING, Amphenol, ODU). Used wherever cables need to be disconnected for service. Specified by:
- Pin count and current rating per pin
- Voltage rating
- IP rating (IP67 / IP69K typical for industrial)
- Locking mechanism (bayonet, threaded, push-pull)
- Mating cycles rated by the manufacturer (typically 100–10,000+)
3. Push-in and spring-cage terminal blocks (Phoenix Contact, Wago, Weidmüller). Increasingly the standard for industrial control panels — faster termination than screw, vibration-resistant, and rated for tool-free reconnection.
Selection logic:
- For permanent fixed connections, use crimp lugs or ferrules into screw or spring-cage terminals.
- For service-disconnect points (motor cables, sensor cables, drive cables), use industrial circular connectors rated to the environment.
- For field control wiring, use spring-cage terminal blocks — the labor savings recover the premium within one panel.
The single most common industrial wire connector failure: bare stranded conductor inserted directly into a screw terminal without a ferrule. The strands deform, lose contact pressure, and heat up. Always ferrule stranded wire above 0.5 mm² before it enters a screw terminal. Always.
Connector and terminal selection ultimately depends on the type of panel the wiring enters, since panel construction and busbar layout affect available connection points. Reviewing what equipment is typically used inside an electrical panel helps engineers plan connector placement before wiring begins. This article on panel equipment provides useful background.
Industrial Copper Wire on Spools: Buying, Storing & Handling
Industrial copper wire is delivered on spools, reels, or coils sized to project quantity and conductor cross-section. Buying decisions on spool size and storage discipline often matter more than buyers realize — both affect waste, lead time, and installed quality. Of all the conductor materials covered in this guide, industrial copper wire is the one most procurement teams handle the most often, which makes the storage and handling rules below worth getting right the first time.
Standard spool sizes for industrial copper wire:
| Spool Type | Typical Length | Best For |
|---|---|---|
| Small coil (100 m) | Short runs, control wiring | Panel building, small contractors |
| Medium reel (305 m / 1,000 ft) | Standard branch circuit wiring | Most installations |
| Drum reel (500–1,000 m) | Long feeder runs | Plant projects, infrastructure |
| Custom-cut lengths | Project-specific | Reduced waste on large projects |
Storage discipline that protects industrial copper wire:
- Keep spools sealed in original packaging until use. Copper oxidizes when exposed to humid air; oxidized strands raise termination resistance.
- Store horizontally on the side or vertically on the flange — never on the unprotected outer edge. Wire deformation under spool weight ruins outer windings.
- Maintain ambient between 5°C and 40°C. PVC insulation cracks below 0°C and softens above 50°C.
- Keep dry. Water ingress into spool packaging wicks along strands and causes corrosion years later.
- First-in, first-out rotation. Insulation has a shelf life — typically 5 years for PVC, 10+ for XLPE.
Handling at installation:
- Never pull cable around sharp bends below minimum bending radius (typically 6× cable diameter for unarmored, 12× for armored).
- Use cable feeders for long pulls — manual pulling over 200 m frequently exceeds the cable’s rated pulling tension and stretches conductors.
- Cut spool ends cleanly and re-seal before storage — oxidation creeps inward from any exposed cut.
Industrial copper wire is one of the most durable components in any electrical system — but only when bought, stored, and handled correctly.
Proper handling of copper wire on long feeder runs is closely related to how that wire is ultimately routed underground or through conduit on larger sites. Understanding underground electrical conduit requirements helps plan pulling tension and bend radius for buried runs. This article on underground conduit covers these installation considerations.
Industrial Wire vs Residential Wire: Key Differences
Industrial wire and residential wire share the same physics but live in completely different worlds. Specifying one where the other belongs is the most common cause of premature wiring failure in light commercial buildings that get used industrially.
| Feature | Industrial Wire | Residential Wire |
|---|---|---|
| Voltage / Current | LV (≤1 kV) to MV/HV, typically three-phase, high continuous current | Low voltage, single-phase, light continuous current |
| Conductor cross-section | 1.5 mm² to 630 mm² and beyond | 1.0 mm² to 6 mm² typically |
| Insulation | XLPE, EPR, LSZH, silicone — multi-layer with sheath | PVC, single-layer |
| Mechanical protection | Armor (SWA/AWA), sheathing, mechanical shield options | Minimal — relies on conduit or wall protection |
| Environmental rating | Oil, chemical, UV, moisture, abrasion, temperature extremes | Indoor, dry, controlled temperature |
| Connections | Locking industrial connectors, IP-rated, vibration-proof | Standard plugs and outlets |
| Applicable standards | IEC 60502, IEC 60364, UL 44, UL 1277, UL 854 | IEC 60227, UL 83, NEC residential articles |
| Service life | 25–40 years under rated conditions | 20–30 years under domestic use |
| Typical application | Factories, plants, workshops, heavy machinery, production lines | Lighting, household appliances, outlets |
The takeaway: residential wire is engineered for a benign environment with predictable loads. Industrial wire is engineered for everything residential wire was never tested against. Substituting one for the other isn’t a cost saving — it’s a deferred failure.
The distinctions between industrial and residential wire become especially clear when comparing the switchboards each type of wiring typically feeds into. Industrial-grade switchboards are built to a different standard than residential panels, reflecting the same gap seen at the conductor level. This article on industrial switchboards explains these differences.
Conclusion Wire Industrial
The right industrial wire and cable specification is the foundation of every reliable industrial electrical system. The six engineering factors — current, voltage drop, short-circuit withstand, environment, standards, and application — apply to every project regardless of size. Copper still wins for most industrial work; aluminum wins on long feeder runs and weight-sensitive installations. XLPE has displaced PVC for harsh-environment power cables. LSZH is mandatory in tunnels and ships. Flexible Class 5 wire belongs on anything that moves. Industrial wire harnesses, properly specified industrial wire connectors, and disciplined spool storage turn good industrial cable wire into a 30-year asset. Cheap shortcuts on any of those layers turn the same cable into a maintenance liability within months. Whether the project calls for industrial electric wire, industrial copper wire, or industrial quality steel wire armor, specify to the actual job — not the catalog price — and the electrical system, along with the industrial wire management practices built around it, will outlast everything else in the facility.
Since the right wire ultimately determines how reliably power reaches every panel and circuit, obtaining more information about switchgear vs switchboard can be very important and essential for anyone specifying both the conductors and the equipment they connect to.